Tubular parts manufacturer uses Preactor APS to increase administrative efficiency of work centers by 87 percent
Siemens Digital Industries Software solution enables Proform to better meet deadlines and significantly multiply workload

Proform
Founded in 1967, Proform first focused on the cold forming of tubes, but quickly specialized in the bending of all types of stainless steel and nickel alloys. Today the company has a dealer network in over 40 countries and sales of more than €28 million, over 60 percent in exports.
https://www.proform.fr/en/- Headquarters:
- Chaponost, France
- Products:
- Opcenter, Opcenter APS
- Industry Sector:
- Aerospace & defense
In a period of 20 years, the workload has been multiplied by 20.
Proform
A small company with a long reach
Founded in 1967 and located southwest of Lyon, France, Proform first specialized in the cold forming of tubes, and then quickly became a specialist in the bending of all types of stainless steel and nickel alloys.
Today Proform is a key player in the market dedicated to manufacturing complex tubular parts, and participates in a number of industries, including chemicals, pulp and paper, food and beverage, pharmaceuticals, aerospace and automotive.
Proform’s know-how includes cold bending, end-shaping, hydroforming, crimping and welding.
They use a variety of materials, including steel, stainless steel, copper, aluminum, nickel alloy and titanium. The diameter of the pipes varies between 4 and 406.4 millimeters (mm).
Proform has 210 employees and facilities covering 40,000 square meters, and yearly revenue of €28 million, with more than 60 percent of that coming from exports. It has a dealer network covering more than 40 countries.
Why a scheduling tool is necessary
In 1994, scheduling was done on a wall board. In 1999, Proform adopted Excel spreadsheet software for scheduling, which the company rapidly outgrew.
Due to the types of parts produced -- from custom-made and single piece to large-scale production, the high number of referenced finished products (7,000 references, including 1,000 custom-made), the diverse materials used and various constraints, there was no choice but to set up a dedicated scheduling tool.
Even though the company needed little persuasion, the following data convinced Proform it needed the capabilities of a real scheduling tool: The firm had 1,500 continuous work orders, 5,000 operations in the planning and 12 production areas, which included 260 work centers. So the project was officially launched in 2005.The information technology (IT) architecture that was selected is described below:
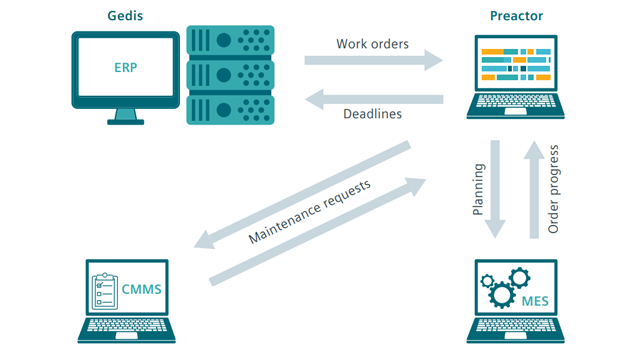
Infinite-capacity planning, bill-of-materials (BOM) and routes are managed in the enterprise resource planning (ERP) system. Work orders are passed on to Preactor APS, which is used to communicate with two other systems: The manufacturing execution system (MES) to update the planning according to the state of progress of the operations in the workshops, and the computerized maintenance management system (CMMS), which passes on the maintenance action requests.
The sales department also relies on Preactor APS to conduct simulations and plan projected orders so they will under-stand the load and impact on ongoing orders.
Further, Preactor APS is used by the engineering department to schedule production. Indeed, since Proform produces numerous custom-made parts, the company chose to develop its own tools and machines.
When a custom-made part is ordered, the deadline promised to the customer takes into account the deadline of tools/machines manufacturing, with manufacturing integrated into the planning.
Preactor APS delivers benefits
“In a period of 20 years, the workload has been multiplied by 20,” says Bréchon.
“In the past, three people within the plan-ning department dealt with 30 work centers running eight hours a day, whereas now one person in the depart-ment deals with 260 work centers running 24 hours a day."
As a result, the company now:
Better anticipates critical situations
Reliably meets deadlines
Optimizes manufacturing supplies
Reduces manufacturing waste
Capitalizes on technical data
Improves project management
Increases working capacity
“We have total confidence in Preactor APS,” says Bréchon. “When the planning depart-ment announces a deadline, internally or to the customers via the sales department, we know that it will be observed
“We also send extracts of planning to some of our suppliers to offer them a better visibility into our material needs."
In the past, three people within the planning depart-ment dealt with 30 work centers running eight hours a day, whereas now one person in the department deals with 260 work centers running 24 hours a day.
Proform