Empowering Cosma Assembly Technology engineers with a dynamic view of complex manufacturing systems
Cosma Assembly Technology streamlines the manufacturing planning, scheduling and decision-making processes through value-added throughput/capacity assessments
Cosma International
Cosma Assembly Technology (CAT) is an engineering group of Cosma International, a wholly-owned operating unit of Magna International that provides a comprehensive range of automotive body, chassis and engineering solutions to global customers. Through CAT’s robust product engineering, outstanding tooling capabilities and diverse process expertise, Cosma International continues to bring lightweight and innovative products to market.
https://www.magna.com/company/company-information/magna-groups/cosma- Headquarters:
- Brampton (Toronto), Canada
- Products:
- Tecnomatix
- Industry Sector:
- Automotive & transportation
Our consistent and growing customer base is a great key performance indicator, which demonstrates that CAT provides value-added business-decision support through discrete event simulations using Plant Simulation.
Cosma Assembly Technology
Catching problems before they become problems
Cosma International, a wholly-owned operating unit of Magna International, is one of the world’s premier global automotive suppliers, providing a comprehensive range of body, chassis and engineering solutions to its original equipment manufacturer (OEM) customers. Magna International employs more than 133,000 people within 316 manufacturing operations and 87 product development, engineering and sales centers in 29 countries.
Increasingly aggressive product launch timelines from major automakers have driven the demand for a new upfront engineering approach. New systems are analyzed and tested using digital manufacturing simulations, from pre-assembly and human performance to resource/station utilization and throughput. To help achieve flawless program launch and lean manufacturing at Magna production facilities, an internal engineering group known as Cosma Assembly Technology (CAT) conducts high-detail, discrete event simulation-based analysis of manufacturing and logistics systems with the help of the Plant Simulation solution in the Tecnomatix® portfolio from product lifecycle management (PLM) specialist Siemens Digital Industries Software.
“The goal is to identify and correct issues prior to production,” says J. Charles, simulation specialist at CAT. “Automakers expect more predictable, nearly flawless launches.”
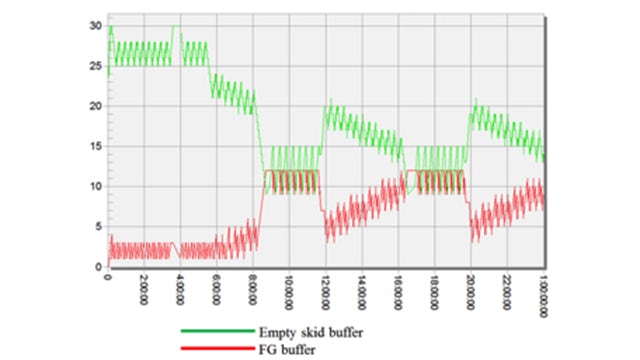
“Optimal use of resources to achieve target throughput is our primary objective,” says William Liang, simulation engineer at CAT. “Sometimes it is difficult to determine the optimal production scheduling and work-force allocation policies for production lines with mixed production via static analysis. With the help of Plant Simulation, we can construct a dynamic model and test different policies and optimize the production system dynamically.”
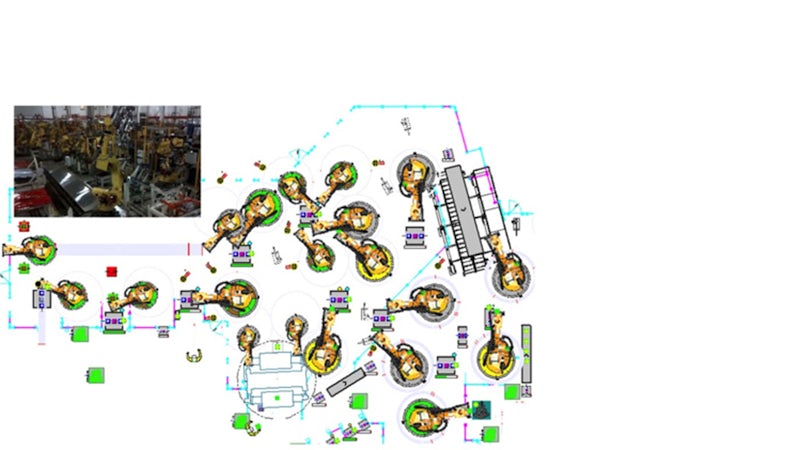
Using Plant Simulation, CAT creates digital models of manufacturing systems to support its customers in achieving their business objectives of predictable performance with minimal capital investment. These digital models enable CAT to evaluate the performance of different “what-if” scenarios long before the real system is installed. Extensive analytical and statistical tools as well as visually enhanced charting enable CAT to analyze different manufacturing scenarios and help its customers validate decisions during the design stage of production planning.
A new approach to design and analyze a production system
Prior to using Plant Simulation, the standard practice for designing a manufacturing system was to lay out the process in 2D and then perform resource/work-content requirement calculations using Excel® software.
However, to maintain a best-in-class competitive market position, CAT engineers looked to advanced simulation technology. They evaluated a number of products and ultimately chose Plant Simulation. In addition to its acceptance by major European automakers and its use at Magna Steyr, another Magna division in Europe, where a strong user base had been established, Charles notes: “We also felt that Plant Simulation provided a feature-rich analytic tool set and superior user interface experience.”
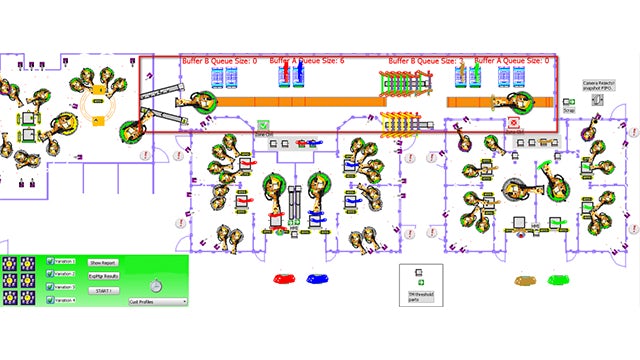
“One of the main reasons we chose Plant Simulation over other similar software packages is that it can be easily extended and customized,” says Liang. “Using the proprietary programming language of Plant Simulation [SimTalk], we created our own custom object library and significantly reduced the simulation model generation time. This allowed us to allocate more time to value-added work such as system diagnosis and analysis.”
CAT engineers also extended Plant Simulation and created software interfaces for their existing proprietary software packages. This allowed them to import/export data across different software platforms seamlessly.
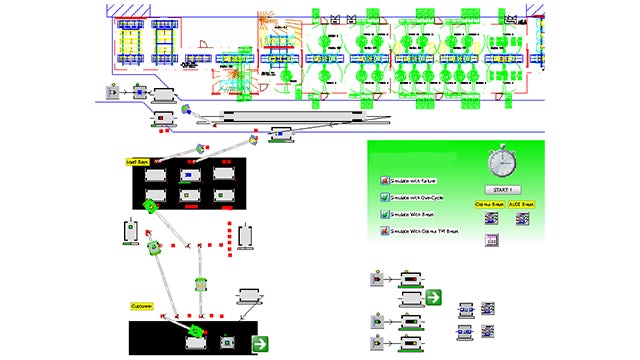
The team is also satisfied with the efficient computation engine and in-memory database of Plant Simulation. “With Plant Simulation, we can simulate an entire year of production for a large-scale manufacturing system in just minutes. We can easily run experiments that enable us to analyze a production line’s performance,” says Liang.
Making a difference with upfront engineering
“Our customers are making process changes based on the insights and KPIs obtained from dynamic simulation models,” says Nico Brits, process manager at CAT.
In pre-launch production system design projects, CAT engineers have successfully demonstrated the effectiveness of using Plant Simulation for system behavior prediction and upfront process change. CAT’s objective is to design a well-balanced, robust process such that the required work content is evenly distributed to all resources in the system while facilitating the capital investment and operational costs. CAT engineers compare KPIs of different process designs and provide pseudo-optimal process design to their customers.
CAT General Manager Daniel Amtmann notes: “Plant Simulation helped us to accelerate our process and material flow analysis. Our customers are embracing the results of our new approach.”
Brits concludes, “Our consistent and growing customer base is a great key performance indicator, which demonstrates that CAT provides value-added business-decision support through discrete event simulations using Plant Simulation.”
We also felt that Plant Simulation provided a feature-rich analytic tool set and superior user interface experience.
Cosma Assembly Technology