Accelerating new product development in an increasingly impatient world
Using Siemens Digital Industries Software’s digital platform to support both agility and quality

Norbar
Norbar is one of the world’s leading torque specialists, devoted exclusively to the design, development and production of torque tightening and measuring equipment. The company provides torque tool and instrument calibration and recalibration services to original factory standards on four continents.
http://www.norbar.com/- Headquarters:
- Banbury, Oxfordshire, United Kingdom
- Products:
- NX, Teamcenter
- Industry Sector:
- Industrial machinery
There is no doubt that by adopting PLM we have improved our time-to-market.
Norbar Torque Tools
More than 70 years of consistent quality
“Holding an apple in my hand puts a torque on my shoulder of one newton meter (N∙m); our range varies from 0.3 newton meters, which is about the weight of a bumble bee in my hand, to 300,000, which is the weight of 20 Ford Fiestas.” That’s how Neill Brodey, managing director, describes the output of Norbar Torque Tools (Norbar), the company founded by his grandfather in 1942.
A newton meter refers to the force required to twist or rotate around an axis. From mobile phones and flat pack shelving to power generation and air travel, safety and reliability frequently depend on the proper functioning of threaded fasteners. Tightening a bolt so that it is under exactly the right amount of pressure is critical. Equally as important is the ability to confirm when that bolt was tightened to the right degree and how the process was measured. That is where Norbar’s expertise lies.
Norbar was the first company in Britain to commercially manufacture a torque wrench, and early demand was driven by the need to accurately tighten the gasketless cylinder head of the Rolls-Royce Merlin engine used in the Spitfire. Today, Norbar designs, manufactures, calibrates and recalibrates a wide range of products: torque wrenches, screwdrivers, multipliers and calibration equipment. With customers and distributors all over the world and the premiere laboratory for torque in the United Kingdom (UK), it is accredited to test, inspect, calibrate and certify to national and international standards.
According to Brodey, using technology to boost production is the norm for a modern manufacturing site and the company was an early adopter of Siemens Digital Industries technology, implementing full engineering change management at the start of the 21st century. Despite a global reputation for quality and robustness dating back over 70 years, the company cannot be complacent. “The world has become impatient,” he comments. “The Internet in particular has driven an immediacy, which means that customer expectations are much higher than they were even five years ago. It is essential that our new product development programs move at the same pace.”
“We operate in a niche market but competition is very fierce; we have to stay ahead,” adds Richard Radini, engineering manager at Norbar.

A technology roadmap for lean manufacturing
The response from Norbar was to embed product lifecycle management (PLM) specialist Siemens Digital Industries Software’s digital solutions even deeper into the company’s processes by undertaking a comprehensive upgrade. Using the simple toolset provided by Siemens Digital Industries Software, Norbar moved all its design data, engineering history and documentation from I-deas™ software and Teamcenter® software for the enterprise to NX™ software and Teamcenter on the unified architecture. Throughout this project Norbar was supported by Emixa Industry Solutions, a long-established Siemens Digital Industries Software partner. Radini notes, “Having worked with us for 12 years, the specialists at Emixa Industry Solutions really understand our business and have done a marvelous job of customization, migration, training and support.”
With authoring and viewing licenses distributed across all departments, Teamcenter is now the company’s engineering backbone. It manages NX, which is used for design, simulation and analysis, and controls all engineering changes. One advantage for Richard Wotherspoon, design engineer at Norbar, is that the company’s information technology (IT) department is now in charge of the Teamcenter database. “This means that I can concentrate on engineering, which is what I am employed to do.” Across the business, Norbar is already seeing improvements in design efficiency, product optimization, workflow, process quality and customer service.


Easy-to-use software, enabling design speed, accuracy and freedom
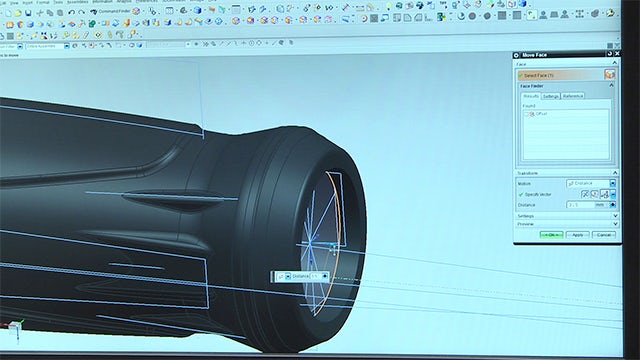
According to Radini, speed comes from ease-of-use combined with reliability: “NX delivers on that. It enables us to work efficiently within an assembly, creating new parts from sketches. We have made a step change in speed; NX is halving design time spent on assemblies. We are also much more confident of what we have created. We can do all the tolerance and interaction checks and know that when we put the product out to the shop floor it’s going to be right the first time.”
For Norbar’s engineers, one key benefit of NX is synchronous technology, which allows a designer to work on a part with no reference as to how it was originally modeled. This is particularly valuable when working with legacy data that has no available history. In addition, it confers design freedom because there is no constraint on engineers to work in a particular way.


Optimization via speed and validation
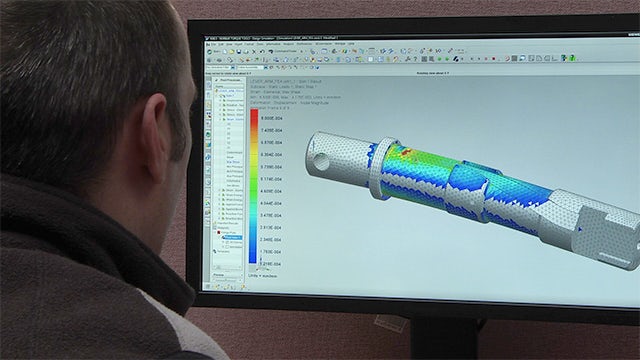
NX provides the capability to model structural strength in minutes and simulation is becoming increasingly important at Norbar, not only because it helps to speed up the design process. It also enables engineers to incorporate a degree of optimization. This is particularly relevant for customized engineer-to-order (ETO) products. With very short timescales (typically a week for engineering and four weeks for manufacturing), there is not enough time to carry out physical tests. In addition, making a test unit followed by a production unit would double the cost of any one-off ETO.
The freedom to change parameters, edit the results and view multiple results means that engineers can easily make comparisons. “The overall benefit of simulation is peace of mind, and we are getting results on the screen that we would expect to see in real life,” says Ian Tomlinson, design engineer at Norbar. “Because we are confident about how our parts will work in practice, we can focus on the design. We have, for example, been able to reduce the thickness of a steel reaction plate by 50 percent without affecting its performance. This has cut material cost, and weight too. For Norbar, weight reduction is key to making tools that are less complex, safer and more operator-friendly.”
Communication and control for a smooth workflow
The master model within NX drives accurate production of drawings and Teamcenter manages all engineering change notifications (ECNs), detailing and controlling any design changes and communicating them throughout the company. When a drawing or bill of materials (BOM) is released with Teamcenter, it is available within 15 minutes to the business system so that everyone is working to correct and up-to-the-minute information. If a change is made on the shop floor, all records are updated immediately. Radini explains, “We have around 30,000 components and almost 5,000 assemblies. We could not possibly control all our drawings and revisions without Teamcenter.”
When new engineers join the team, it is very easy for them to understand exactly what has been done previously and pick up an existing project. It is just as easy to share information externally with customers and suppliers. In a highly efficient automated process, Teamcenter can be used to quickly generate PDF documents with attribute mapping so that design information is easily available to non-engineering departments such as purchasing, sales and finance. With Teamcenter recognized as a trusted repository, Norbar is increasingly using it to store additional documents such as test results and operator manuals.
Quality and confidentiality assured
Norbar’s engineering software is fully integrated with Teamcenter; Norbar uses it to store the history of all products it designed over the past decade. That means it is very easy to trace all changes and address any issues. With Teamcenter, Norbar has a system in place that complies with all relevant industry standards covering the secure management of data and processes, including the stringent requirements of the aerospace and defense industry.
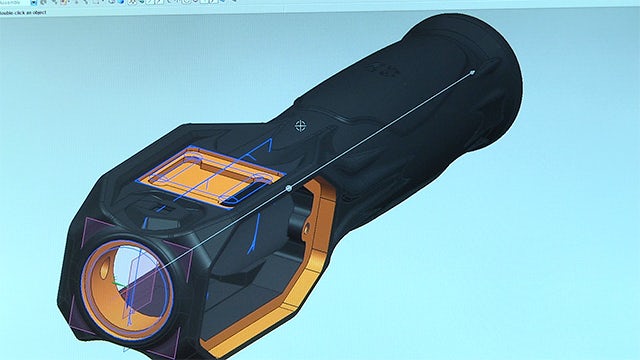
In terms of confidentiality, anything still within the research and development (R&D) department can be kept separate and, when communicating with customers, Norbar engineers use the Linked Exteriors feature of NX. This allows designers to put a skin on a gearbox assembly, for example, and then export it without the internals. The intellectual property in the gearbox design is thus protected when a model is sent to a customer for checking.
Exceptional customer service
A significant and growing part of Norbar’s business comes from special products that are engineered to order. Brodey points out, “Every customer has things they want to achieve and one of our standard products might allow them to get 90 percent of the way there, but with an ETO product we can get them 100 percent of the way there.”
Legacy information stored within Teamcenter is the shortcut to customization. When a bespoke product is required for a very specific situation, Norbar engineers use Teamcenter to find a standard product that can be adapted easily, adding accessories and extra components as required. One of the extra services that Norbar can provide is the modeling of a customer’s application. Radini explains: “We can model our tool into the application and this capability is hugely powerful. It ensures that any special products we make fit exactly as they need to, and that gives us a competitive edge.”
As a leading producer of torque tools, Norbar also makes thousands of branded torque wrenches for other manufacturers. These all need to be marked with serial numbers for traceability, and laser marked with company logos. The link between Teamcenter and Norbar’s new laser marking machine means that the right mark is always made on the right part.

Treading the fine line between agility and quality
“There is no doubt that by adopting PLM we have improved our time-to-market,” concludes Radini. “In the last year, we have released two major new products, the EvoTorque® and the NorTronic®. In addition, we have been continuously extending and enhancing our range of torque wrenches, multipliers and electronic products to meet the demands of our customers. We could not have done that without NX and Teamcenter. That is why we made an investment in PLM; it is all about remaining a premier brand at the forefront of innovation.”
With Teamcenter as a foundation, Norbar can maximize the value of its engineering information. Plans for the future include strengthening the control of computeraided manufacturing (CAM) and coordinate measuring machine (CMM) data and making even more use of design data beyond engineering, for example, enabling the marketing department to produce renderings.
The key challenge for Brodey is to take waste out of the process and achieve more with fewer people. “We are treading a fine line between being agile in responding to the market, and being lean and using our resources effectively. That is a tightrope we continue to walk. At Norbar we are on a journey to be the best torque tool company in the world and that means producing high-quality tools efficiently and developing new products at a fast pace. We are decidedly moving forward with the help of Siemens Digital Industries Software.”
We have made a step change in speed; NX is halving design time spent on assemblies.
Norbar Torque Tools