Simcenter Engineering services help tractor manufacturer to successfully launch a continuously variable transmission vehicle
Siemens Digital Industries Software’s Simcenter experts enable Valtra to significantly cut transmission noise and save at least one test cycle

Valtra
Valtra is a manufacturer of tractors and agricultural machinery and forms part of the American agricultural equipment manufacturer AGCO Corporation. Founded in 1951, Valtra is a leading manufacturer and service provider in the Nordic countries and enjoys a growing reputation in South America.
http://www.valtra.com- Headquarters:
- Suolahti, Äänekoski, Finland
- Products:
- Simcenter Products
- Industry Sector:
- Heavy equipment
Time is money. We learned a lot through this project and now have much better capabilities to work with these issues.
Valtra
Valtra knows one size doesn’t fit all
Valtra produces tractors that are known for their quality and reliability. In fact, the Finnish-based firm is one of the only companies in the world to boast the production of customized tractors and agricultural equipment. Valtra’s modular system of tractor assembly enables the company to produce machines that meet each customer’s requirements, so it is obvious why its tagline is: Custom-built tractors. Choosing from Valtra’s à la carte selection provides the customer with over half a million combinations. In a homogenized world, Valtra stands out from the crowd.
The company’s continued drive toward innovation remains imperative for its future success. With tractor sales worldwide set to fall in 2009, Valtra had to continue to meet customer’s growing demands in the face of stiff competition from the likes of John Deere and Case New Holland, while at the same time making inroads into emerging markets. For these reasons, Valtra embraced the development of continuously variable transmission (CVT) for its vehicles.
Vegetable and specialist growers originally adopted the concept of using CVT in tractors because they recognized the potential it had to offer. Increasingly, CVT has entered the mainstream and is being taken on by farmers and contractors who appreciate its flexibility. It is a step-less transmission that doesn’t require a gear stick, freeing up more room for the driver in the cab. Furthermore, the CVT offers better fuel economy than conventional transmissions since the engine can run at its most efficient revolutions per minute (RPM) in a range of speeds. From an engineering perspective, however, CVTs present quite a challenge. Noise issues are more prevalent and also more difficult to solve due to the infinite number of effective gear ratios and the complex structure of the CVT drive that contains a hydrostatic unit and open planetary gear.
Working together to get it right
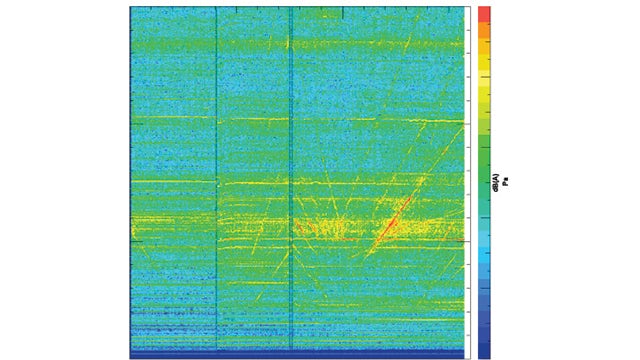
The first phase of the project involved Valtra carrying out engine run ups on a test rig. Using Simcenter Testlab™ software, Valtra employed a number of combinations, including driving the transmission ratio from idle to maximum in order to isolate the circumstances in which transmission noise occurred so its engineers could understand when it was most severe.
This was a good start as Valtra diagnosed which gears were causing the problems and in what circumstances it was happening. Simcenter Engineering services then instrumented the gearbox on the inside to examine those problematic situations more carefully and identify the underlying dynamic phenomena of the gear whine.
Simcenter Engineering services approached this by making an operational deflection shape and alignment analysis of the transmission to observe how the parts inside the transmission moved in different operational conditions. This included placing 15 three-dimensional acceleration sensors and 17 position sensors inside the test transmission. In the end, more than 70 transducers – sensors that can measure the position of the shaft and gear wheels at a micron level – were deployed. This let Simcenter Engineering measure the pseudo-static alignment and vibration of several shafts and gears in operational conditions and, therefore, find a correlation between the physical movement of a shaft, the excitation of internal resonances and the noise generated by the transmission unit.
Simcenter Engineering representatives focused on identifying the precise position of the gears in an operational gearbox. They needed to understand if the position of the gears changed as a result of the operating parameters. By using inductive sensors they could measure how far the gear meshing surfaces were away from the theoretical position. Based upon these measurements Simcenter Engineering was able to better understand the correlation between the alignment parameters and the noise.
It was important that Valtra and Simcenter Engineering discuss upfront where the sensors should be placed. In the end, those sensors provided Simcenter Engineering with highly useful information about operational alignment change and structural resonance. This let them further understand the noise amplification mechanism and eventually it paved the way to a solution.

Simulation leads to correct diagnosis
Based upon these measurements, Simcenter now knew the real physical position of the meshing gears. The next stage was to conduct a simulation to calculate the transmission error (TE) of the meshing gear pair. For this Simcenter Engineering implemented precisely the same misalignment that was measured in the operational gearbox.
Virtanen adds, “When we looked at the measurement results, we found in certain conditions we had more misalignment and vibration amplification. Then with those measurements and simulation results we knew what the problem was: a combination of structural resonances excited by a larger than expected transmission error instigated by gear misalignment.”
In other words, the excitation of the gear unit was due to a misalignment of the output gear, resulting in the gear teeth contacting at an imperfect position. This, in turn, affected the bending of the teeth and increased the ripple on the gear ratio, thus generating noise. Simcenter Engineering diagnosed the underlying problem as being a relatively high movement of a particular shaft and proposed to add stiffness in the bearing supporting it.
Valtra did just that, modifying the design, paying greater attention to tolerances and changing the structure to minimize misalignment. Valtra then built a prototype based on these modifications and the validation measurements that followed were conclusive: transmission noise was reduced by more than 3 decibels (dB) in critical conditions, cabin noise by one dB and cabin sound quality was also significantly improved.
Simcenter Engineering provided added value by going inside the gearbox to pinpoint precisely the source of the noise, but some of the work, particularly the measurement preparation, was done by Valtra. The company modified its gearbox by identifying the locations where the transducers could be installed and then prepared a prototype by mounting all internal transducers at the identified locations

The bottom line: saving time
Valtra spent eight weeks preparing, three weeks making measurements and 10 weeks performing analysis and simulation, so the entire project took about five months. Virtanen is clear on the value Simcenter Engineering provided in helping Valtra reach its goal of reducing transmission noise rather than simply insulating the sources.
“We saved at least one test cycle with new prototype parts,” he states. “This equates to at least three months and might well be a lot more. Time is money. We learned a lot through this project and now have much better capabilities to work with these issues.”
A sure market success
Valtra launched its continuously variable transmission in October 2008. As part of an industry that is forever looking to make improvements to the bottom line, the introduction of CVT into Valtra’s portfolio pleased its customers as well as facilitated cost savings.
“We are very happy with the results,” concludes Virtanen. “Simcenter Engineering services has unsurpassed skills in analyzing data and we are most certainly interested in future cooperation.”
We noticed that we were experiencing gear whine and began discussing with Simcenter Engineering services whether we could work together to solve this problem. They already had experience in similar cases and had greater measurement, analysis and simulation capabilities than we did
Valtra