Automating design and CAM programming to cut CNC programming time by 30 percent
GROB leverages the Siemens Xcelerator business platform to improve machine tools and production plants for the automotive industry

GROB
GROB is a family-owned company and leading supplier of a production equipment portfolio ranging from universal machining centers to fully automated production and assembly systems, mainly for the automotive industry. This includes production equipment for electric motors, traction batteries and fuel cells. It has 7,000 employees and in FY 2020-21 generated an output of €1.1 billion.
https://www.grobgroup.com/en/- Headquarters:
- Mindelheim, Germany
- Products:
- Teamcenter Gateway for SAP S/4HANA, NX, NX CAM, Teamcenter, Tecnomatix
NX based, automatically generated workflow routing virtually eliminated errors on the shop floor.
GROB
Empowering the automotive industry
Automobiles have changed substantially over the past decades, and so has the way they are built. What had once been mass produced from components to the finished product now comes with a high degree of individualization. Automobile manufacturers need production equipment capable of producing large quantities of complex parts and assemblies with sufficient flexibility for fast and frequent workpiece changeover.
A pioneer in the construction of innovative and high-quality machine tools, GROB-WERKE GmbH & Co. KG (GROB) produced its first thread milling machine in 1933. The family-owned business has since become a leading manufacturer of innovative production and automation systems mainly for the world’s leading automotive manufacturers and their suppliers. The GROB product portfolio ranges from standalone 5-axis machining centers to transfer lines for mechanical part production. It also features production systems for hybrid and electric drives, including electric motors as well as assembly lines for battery modules and fuel cells.
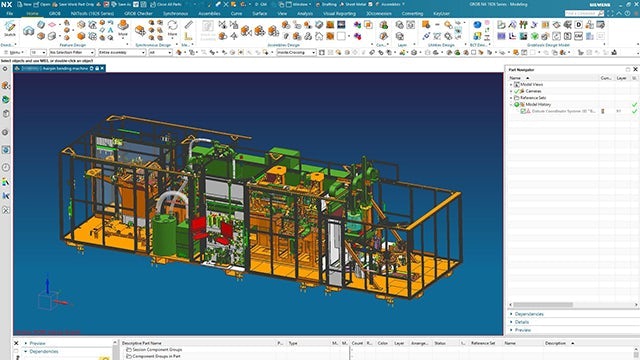
For project planning, design, validation and CNC program generation, GROB uses Plant Simulation, NX and Teamcenter with a bidirectional ERP integration, covering five engineering and manufacturing sites around the globe. (image courtesy of GROB)
Global engineering
GROB owes a large part of its success to its ability to anticipate changing market requirements and respond with innovative solutions. This strategy has been supported by early adoption of future-oriented software tools and systems to help engineers design, engineer and manufacture automotive production equipment.
GROB introduced computer-aided design (CAD) using 3D modeling for both conceptional and detailed design around 2000. The company used NX™ software to replace 2D drawings that were often still done on paper. “Our design engineers work in close collaboration throughout our production facilities in Germany, Italy, China, Brazil and the U.S.,” says Christian Lisiecki, director and head of machining systems at GROB. “Standardizing CAD using NX was a global project meant to be rolled out across the entire company.”
This early digitalization project also included product lifecycle management (PLM) software. GROB chose the Teamcenter® portfolio of PLM software for its deep NX integration and superior performance in multisite installations. Along with NX, the Teamcenter installation has been rolled out globally. “Teamcenter is the single source of truth for all GROB design engineers worldwide,” Lisiecki confirms. GROB leverages the Machine Resource Library (MRL), a Teamcenter application that provides classification and data management for manufacturing engineering resources. “Its workflow capabilities allow us to form effective project teams across our global sites,” he continues.
Although bill-of-materials (BOM) were initially exchanged between Teamcenter and the company’s enterprise resource planning (ERP) software by other, less inefficient means, information now travels between these separate systems using the Teamcenter Gateway for SAP Business Suite (T4S). “Eliminating hitherto separate data silos reduced the time required for BOM compilation by at least 80 percent,” says Lisiecki. “It also reduced the notorious mismatch errors by 95 percent.”
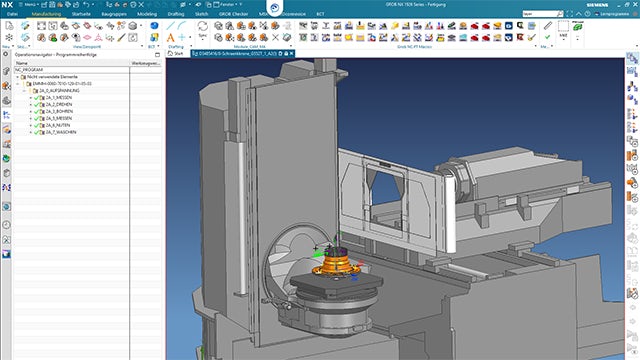
GROB engineers use NX CAM for CNC program generation and simulation. (image courtesy of GROB)
A comprehensive digital twin
GROB engineers create the comprehensive digital twin of each production machine or line using NX for many tasks beyond modeling. They perform finite element analyses (FEA) using NX NASTRAN software as well as computational fluid dynamics (CFD) simulations using NX CFD. They use third-party software for circuit diagram and cabinet design and rely on the 3D routing application integrated in NX for designing and routing fluid tubing and electrical harnesses in their complex assemblies. As substantial parts of GROB equipment are constructed using sheet metal, they also appreciate NX Sheet Metal Design, a tailored environment for the design of complex sheet metal parts.
“With its wealth of specialized applications, using NX allows engineers to tackle various design tasks without leaving the accustomed environment,” says Florian Zingerle, design engineer and NX key user at GROB. “Permanently working within the global Teamcenter framework helps them weave a digital thread all the way from preliminary design to production.”
Designing GROB machines and automation equipment is not limited to NX. The engineers use Plant Simulation in the Tecnomatix® portfolio for conceptual design as early as the sales process. Using Plant Simulation allows GROB to simulate material flow and machine utilization, resulting in conceptual optimizations. This provides a solid foundation for all subsequent design work. They use Process Simulate, also in the Tecnomatix portfolio, for the simulation of robots they integrate in their designs to verify cycle times and rule out collisions.
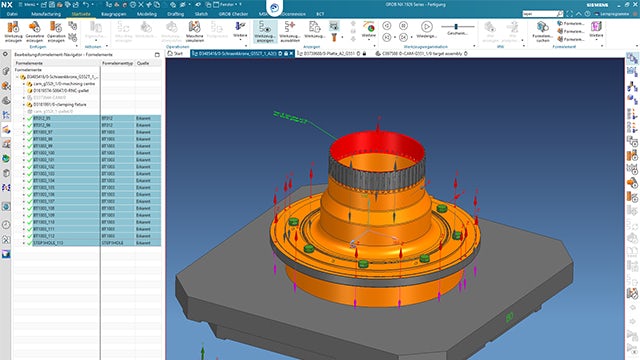
GROB used NX to automate design and CNC programming work with feature-based machining recognizing 95 percent of GROB standard bore types and 70 to 80 percent of other features. (image courtesy of GROB)
NX, Teamcenter and Tecnomatix are part of the Siemens Xcelerator business platform of software, hardware and services.
GROB engineers use Mechatronics Concept Designer™ software, which is part of the NX family, to create and validate alternative design concepts for critical assemblies. At the other end of the production machine or line creation, they use that software for virtual commissioning. Complete with kinematic definitions, the digital twin of a machine is connected via the Siemens Simit simulation platform to the programmable logic controller (PLC) for hardware-in-the-loop (HiL) simulation. Virtual commissioning considerably shortens lead times, especially if larger line designs include third-party machines that are delivered directly to the customer. GROB performs virtual commissioning in its offices, which significantly reduces time spent and optimization work done on construction sites.
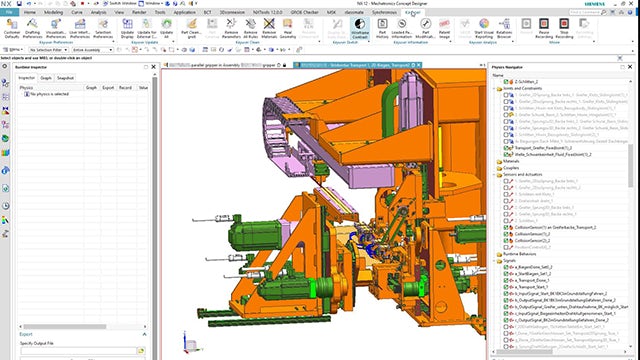
GROB engineers use Mechatronics Concept Designer software for virtual commissioning. (image courtesy of GROB)
Automated part generation
GROB mainly uses NX CAM for creating computer numerical control (CNC) programs. The engineers do not exchange CNC programs but 3D models between production facilities, using Teamcenter as the central information hub. These models are turned into CNC programs locally, taking into consideration the local machinery and available tools.
Many designs come with variations, differing for instance in the number and sizes of bore holes or pockets. GROB used the user-defined feature (UDF) capability in NX to create a machining rule library containing standard bore types, pockets and surface definitions, including the tools required for machining operations. This resulted in substantial savings at various stages in the product creation process. “Using NX CAM for feature-based machining helped us automate design and CNC programming work,” says Zingerle. “Recognizing 95 percent of GROB standard bore types and 70 to 80 percent of other features, the automatic feature recognition has reduced CNC programming time by 30 percent and considerably reduced the number of different tools used.”
“For us to achieve these high levels of automation and data integration took some time and required three crucial factors,” says Lisiecki. “First, the software products from the Siemens Xcelerator business platform with their long-term stability and universal interoperability; second, reliable continuous application support by Siemens, a partner familiar with our requirements, and third, in-house expertise facilitating continuous improvements with great agility.”
Martin Wagner leads the information technology (IT) group supporting technical software and converting customer part designs for use in a GROB digital twin. As an example of functionality programmed in-house that requires IT experts familiar with all the different types of software involved, Wagner explains: “Exchanging information between Teamcenter and the ERP software does more than just move BOMs across the T4S interface. The part sequence is automatically adjusted to the requirements of, for example, purchasing, after which the BOM is fed back to engineering for automatic realignment.”

GROB production workers rely on valid information from Teamcenter the JT™ data format viewers on monitors rather than paper. Using an NX open application to extract features from the NX models, GROB IT experts implemented the automatic generation of workflow routing. “They are detailed enough to differentiate between weld nuts and rivet nuts and indicate their orientation,” says Stefan Schur, Group Leader, Manufacturing Support at GROB. “NX based, automatically generated workflow routing virtually eliminated error on the shop floor.”
Another example of design automation is that any Teamcenter design release triggers the change process in the ERP software. As a practical consequence, the software is used (along with all other drawings) to create a document indicating the changes.
GROB uses NX not only to design and manufacture their equipment. When the company developed a novel additive manufacturing (AM) technology for the fast and economical production of aluminum parts, they integrated the NX all-in-one AM solution. It is linked with the machine’s slicer software that generates all information required to manufacture parts. Users of this innovative AM machines also use NX to create the supporting structures of parts. “Using Siemens software, our digital transformation now extends to include the customer experience,” Lisiecki concludes.

GROB production workers rely on valid information from Teamcenter JT viewers on monitors rather than paper. (image courtesy of GROB)
Using NX CAM for feature-based machining helped us automate design and CNC programming work. Recognizing 95 percent of GROB standard bore types and 70 to 80 percent of other features, the automatic feature recognition has reduced CNC programming time by 30 percent and considerably reduced the number of different tools used.
GROB