Battery manufacturer makes investment decisions based on plant simulation results
Verifying restructuring plans for production facilities using a digital twin helps Banner secure the company’s future as a leading supplier.

Banner
Established in 1937, Banner is a leading European supplier of lead/acid-based, electrical energy storage systems. With 760 employees, the owner-managed family business manufactures 4.1 million starter batteries per year at its central location in Linz, Austria. These go to retail outlets around the globe as well as to numerous premium automotive OEMs for first fitting. Banner also markets stationary batteries for machines, wheel weights and a tailor-made program of accessories, generating annual revenues of 258 million euros (fiscal year 2015/16).
http://www.bannerbatterien.com- Headquarters:
- Linz , Austria
- Products:
- Tecnomatix
- Industry Sector:
- Automotive & transportation
I used pre-fabricated modules for the plant simulation, which included all basic functionality of the production facility included in the digital twin. Using that tool’s advanced simulation programming language SimTalk, I found it easy to add specific functionality and to program variations.
Banner
Batteries for a reliably good start
“A journey of a thousand miles begins with a single step,” is a famous quote ascribed to Chinese philosopher Lao-tzu. Some 2,500 years on, we rely on vehicles powered by gasoline or diesel engines for most of our trips. The first step to any use of those is starting the engine using a battery-powered electric motor.
One of the leading manufacturers of batteries used to power engine starters is Banner GmbH (Banner) based in Linz, Austria. Its founder, a freight hauler at the time, established the family business in 1937 because he was dissatisfied with the reliability of the batteries used in his trucks. Eighty years later and under the management of his grandsons, Banner ranks among Europe’s biggest and technologically leading manufacturers of starter batteries, producing 4.1 million starter batteries of various types per year.
Banner owes much of this remarkable success to its history of innovations and continuous improvements of the lead/ acid-based rechargeable power packs, all parts of which can be recycled. The company was among the first to manufacture dry-charged batteries in the 1960s, and started making zero-maintenance batteries in 1980. Banner owes its recent growth primarily to high demand for its enhanced flooded batteries (EFB) for startstop vehicles. Premium original equipment manufacturers (OEMs) trusting in Banner batteries as a major source of reliability fit their new cars, SUVs and trucks as well as motorcycles, forklifts and construction machinery with these Austrian products, accounting for one-third of the production. Two-thirds go to the aftermarket in 50 countries worldwide. They are popular there because buyers can be sure that all Banner batteries they buy from local retailers are produced on the same production lines, using the same technologies and quality assurance systems as for the ones they found as original equipment in their vehicle.
Limited production space
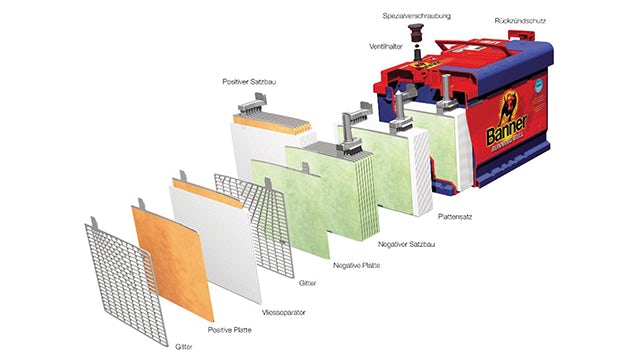
For optimum control of product quality, Banner relies on a high production depth. Its 560 production employees produce nearly all the components in-house that they need to make finished batteries on Banner’s six assembly lines. This includes the plastic parts for the battery cases as well as the paste-filled lead oxide grids. Their production involves two- to five-days rest in maturing chambers to create optimum current absorption and storage capacity.
Banner’s ongoing success was accompanied by a continuous, organic growth of the production facilities, adding or extending hall after hall until the complex filled the site that had seemed ever so spacious when the company moved here from a smaller place in 1959. These developments led to a heterogeneous production environment. “This confronts us with significant challenges, particularly concerning intra-logistics issues, such as scheduling for the maturing chambers,” says Franz Dorninger, technical director at Banner. “We contemplated various ways to overcome this problem, including relocating to new premises.”
It was then that Siemens Digital Industries Software, a leading supplier of product lifecycle management (PLM) software, suggested using the Plant Simulation solution in the Tecnomatix® portfolio to optimize the internal material flow. The Tecnomatix portfolio includes software products for the digital factory mainly used by OEMs and suppliers to streamline their production lines but offers the scalability required to adapt to smaller applications.

Simulation helps support future growth
In mid-2015, Banner manufacturing engineers used a trial license of Plant Simulation to study the effects of reducing the number of assembly lines. “Modeling the fictitious exercise scenario was remarkably simple,” says Clemens Weiß, project manager at Banner. “The simulation results convinced our management of the benefits of simulation-based decision-making.”
A few weeks and a brief software training later, Weiß started working on the simulation of a real-life scenario. “Experienced workers had suggested that further growth would not be possible with the existing maturing chambers,” says Christian Ott, head of information and organization at Banner. “Simply adding more of these voluminous installations would further increase our shortage of space, so we wanted to verify the experience-based intelligence.”
Plant Simulation enables Banner to represent the logical and time-related behavior of equipment using existing modules. Using Plant Simulation, Weiß created a functional model of the plant section in question. Centering on configurable models of the 25 different maturing chambers, it also includes the three upstream pasting lines. A decision-tree allows selecting various batching strategies.
For much of the equipment used in the Banner battery, digital data is not available. Acquiring reliable information from manufacturers and operators proved the most difficult task in creating its digital representation. Even so, the digital twin of this part of the Banner production facilities was functional after three months. “I used pre-fabricated modules for the plant simulation, which included all basic functionality of the production facility included in the digital twin”, says Weiß. “Using that tool’s advanced simulation programming language SimTalk, I found it easy to add specific functionality and to program the variations the decision-tree provides.”
Creating a full-grown digital twin
Although simulations confirmed the necessity to add another two maturing chambers to support the predicted growth, Banner managers did not take decision-making lightly. They spent another two months studying the effects of various strategies and refining the model. “The simulations were repeated several times using various maturing chamber numbers, sizes, types and configurations,” says Ott. “Following the success of this initial project, we decided to hedge all future investment decisions by first studying their effects using the digital twin in the virtual world of Plant Simulation.”
Putting relocation plans on hold, in early 2016 Banner decided to analyze all production processes to study the viability of investments to increase the production capacity of the facilities at the existing site. Although this means creating digital models for all stages of the production, from melting the lead bars to palletizing the charged batteries, first results are expected by the end of 2016. Weiß expects to be able to deliver results by then, even though the time line for the project is rather ambitious.
While he initially tackled the task with two colleagues from manufacturing, the number of people working on the future-oriented project is increasing. Four people working in supply chain management received Plant Simulation training so they can contribute to the project by modeling and optimizing substantial parts of the material flow. “While 2D is sufficient for all material flow simulation, I decided to use 3D simulation to build the digital twin of our production facilities,” says Weiß. “This provides us with the opportunity to include worker-related actions as well.”
Building a digital twin of all its production facilities, including the material flow, will put Banner in a position to simulate various change scenarios before actually investing in new equipment and making any changes, without disturbing the production at all. “Manufacturing our batteries in a 19-shift production does not leave time for experiments,” says Dorninger. “Putting management decisions on the solid foundation of simulation results helps Banner sustainably secure the company’s future as a leading supplier.”
While 2D is sufficient for all material flow simulation, I decided to use 3D simulation to build the digital twin of our production facilities. This provides us with the opportunity to include worker-related actions as well.
Banner