Process planning tools support Volvo Cars’ expansion to Asia Pacific region
Automotive OEM uses Tecnomatix and Teamcenter to capture and communicate best-practice production methodologies, and support its unique flexible manufacturing concept

Volvo Cars
Volvo Car Corporation is a leading premium car manufacturer. Its model range comprises sedans, versatile estates (wagons), SUV/cross country vehicles and coupes/convertibles. Volvo Car Corporation’s strategy is to continue to strengthen its presence in mature markets, while also fully capitalizing on the potential offered by emerging markets.
http://www.volvocars.com- Headquarters:
- Gothenburg, Sweden
- Products:
- Teamcenter, Tecnomatix
- Industry Sector:
- Automotive & transportation
Premium car manufacturer addresses significant change
The Swedish-based Volvo Car Corporation (Volvo Cars) is a leading premium car manufacturer. Between 2000 and 2010, the company was owned by Ford Motor Company, and in 2010 it was acquired by Zhejiang Geely Holdings Group of China. Volvo Cars’ vision is “to be the world’s most progressive and desired luxury car brand.”
Relative to the strength of the brand, Volvo Cars is a comparatively small producer, with market shares (as of 2011) of 1 to 2 percent in its main markets. The model range comprises sedans (S), versatile estates (V), SUV/cross country vehicles (XC) and coupes/convertibles (C). Beginning in 2011 and extending into 2015, Volvo Cars plans to invest $10 billion globally in an aggressive product plan. The volume target is to achieve sales of 800,000 cars by 2020.
Volvo Cars was integrated with Ford for more than ten years, which involved a joint organization and shared work processes in many areas. Following its separation from Ford, Volvo Cars now operates as an independent company and is reviewing its work processes.
The Volvo Cars brand offers products in the luxury car segment. The key to success is to design cars around people – cars that fulfill customers’ dreams and requirements. The core strategy is to continue to strengthen its presence in mature markets, while also fully capitalizing on the potential offered by emerging markets. Their growth strategy is to establish China as the company’s second biggest market (following the US market). As a result, Volvo Cars plans to build new plants in China and make major investments that will contribute to the development of new global car models. However, the company’s clear strategy will be to leverage their global manufacturing and quality systems irrespective of where the cars are produced.

A long tradition of using Siemens Digital Industries Software tools
To address its growing engineering and production challenges, Volvo Cars is using various tools from Siemens Digital Industries Software. Volvo Cars uses Teamcenter® software for a number of applications in the product development process, including engineering process management, lifecycle visualization and requirements management. The manufacturing process management capabilities of Teamcenter and several tools of Tecnomatix® software, including Process Designer, Process Simulate and Robcad™ software, are used to manage, plan and simulate production processes.
Volvo Cars started this journey in the early 90s with Robcad to simulate its robotics production lines. The company is now using Robcad and Process Simulate to plan and simulate body in white (BiW), final assembly (FA) and paint production lines, while the entire process is managed using Teamcenter and Process Designer. These solutions provide a user-friendly user interface, which drives further adoption within Volvo Cars. In addition, the line builders and design houses, which work on Volvo Cars production projects, have a long history of interacting with these solutions, resulting in better collaboration.
One BiW line for several car models
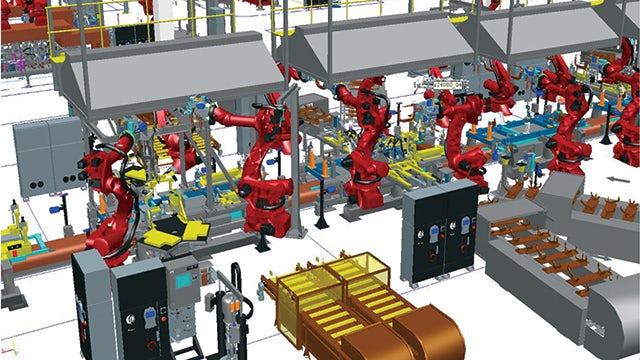
As a company that addresses the premium market, Volvo Cars produces relatively low volumes, compared to companies that focus on mass automotive production. Therefore, as a strategy, the company builds modular and flexible production lines, which can accommodate more than one car model. A senior BiW business analyst in the Volvo Cars Information Technology department notes that the main BiW line in the Gothenburg Torslanda plant supports the V60, V70 and S80 models. This requires complex modeling and rigorous testing of the various welding stations. Without the capabilities of Process Simulate to accurately simulate the various robotics scenarios within the stations, and eventually to download the robot programs to the actual robots, the company was unable to handle the complexity. For example, a main framing station, where the various car panels are welded together the first time to form the car chassis, is already complex. Add the fact that several car models are handled at this same station, the result is a level of complexity the company finds best handled using the Process Simulate software from Siemens Digital Industries Software.
Over the years, Siemens Digital Industries Software added a data management foundation to the simulation data, and this dramatically decreased the time it takes to run the simulations with updated product data. In addition, a typical car program requires the generation of many process documents. Therefore, the company automated engineering document generation using Tecnomatix. Now, documentation generation often takes only 10 percent of the time it used to take.

Transferring manufacturing engineering knowledge across continents
As a result of its growth strategy, Volvo Cars is setting up a production facility in China. The company needs to transfer a large amount of manufacturing engineering knowledge to its Chinese operations. Facing challenging timelines to build new production plants and requirements to ensure high levels of product quality, Volvo Cars decided to engage advanced methodologies for knowledge transfer. Tecnomatix tools were not only employed, but the company also populated them with the best-practice manufacturing engineering methodologies it had captured over the years in its plants across Europe.
Addressing significant variations in the final assembly
A senior manager in the advanced engineering and IT methods group at Volvo Cars points out that the manufacturing process management capabilities of Teamcenter are used to plan the various FA production lines. A typical FA project involves large numbers of product variants, parts, users, product changes and, consequently, numerous process changes. In order to handle these multiple levels of complexity, the company uses the manufacturing capabilities of Teamcenter, which allows it to link parts to tools and assembly processes. Product developers and manufacturing engineers collaborate using the same engineering environment: Teamcenter. Moreover, the manufacturing engineers work with the latest product data, which the company cites as a significant benefit. Due to the unique strength of Teamcenter in the area of data management and its ability to handle incremental change, Volvo Cars is able to test and determine the implications across a number of car variants, as well as assess the needed process changes resulting from the product changes.
Introducing a new model to an existing line
The company launched the XC60 SUV in 2008. Its sales are outperforming all other Volvo Cars models. In order to support the increased demand of this model, Volvo Cars plans to expand its production capacity within a relatively short time frame by shifting the production of the S60 model from the Belgium Ghent plant to the Gothenburg Torslanda plant, thus allowing more production capacity for the XC60 model in the Ghent plant. To accomplish this, the S60 model production will be introduced into an existing production line. A robotics simulation manager in Volvo Cars manufacturing engineering department notes that this is a very challenging scenario. In the Gothenburg Torslanda plant BiW production line, the company typically has only 22 to 24 hours during the weekend plant shutdown to introduce changes into the line. This is feasible only if the crew starts with very mature robot programs that were programmed and simulated offline. The company is able to meet this challenge because of its engineers’ high level of expertise, employing the Process Simulate tool and using its offline programming and realistic robot simulation capabilities. By doing so, the company generates very accurate robot programs that require only slight modifications on the shop floor.
The robotics simulation manager adds that due to the strength and user-friendliness of the Tecnomatix tools, Volvo Cars’ simulation department currently delivers more output and simulates more production concepts, yet compared to its prior method, requires fewer people to do so. In the BiW area, for example, the company supports spot welding, laser welding and gluing processes, with 98 percent of its robots programmed offline, and plans to increase this until it is at about 100 percent. He points out that this is only possible due to the openness of the Tecnomatix tools to support various robot models and the excellent cooperation the engineers have with Siemens Digital Industries Software personnel.
Factoring cost into design
Using Tecnomatix, when Volvo Cars develops a concept for a new production line, it is now able not only to plan, visualize and simulate the production line, but also to assess its cost quite early in the process. Therefore, the cost impact associated with any change in a requirement or a tool is very clear. This was not possible using traditional methods. Using Tecnomatix, the program manager is able to easily identify the most suitable design concept that meets the quality, capacity and cost targets.

The future: electric vehicles and so much more
Volvo Cars is currently expanding into the electric vehicles domain, with all-electric and hybrid models. The first all-electric cars were already delivered to customers in 2011. The Volvo C30 Electric features an electric motor, driven solely by batteries, thus produces zero emissions. A senior manager in Volvo Cars advanced engineering group notes that this will pose a lot of new challenges in the manufacturing area, as the car is much different than other variants of the C30 model, yet still needs to be produced in the same production line. For example, the battery insertion is a completely new process in the FA line, and there will also be more variants in the BiW line, due to the new electrical system. According to a senior manufacturing engineering manager at Volvo Cars, it is possible to handle this complexity only with dedicated tools, such as Tecnomatix.
Looking forward, as the company realizes the benefits of using the manufacturing process management capability of Teamcenter and the integrated Process Simulate, it plans to deploy Siemens Digital Industries Software solutions across more manufacturing engineering areas. It is also evaluating additional promising technologies from Siemens Digital Industries Software, such as the virtual commissioning simulation and programming capability, which enables not only robot simulation, but also programmable logic controller simulation within the production line. Another promising area for Volvo Cars is Siemens Digital Industries Software’s enterprise bill-of-process technology, which would enable the company to manage the production knowledge of similar products across plants.
In the past, Volvo Cars used to calculate the ROI (return on investment) of its Tecnomatix tool usage. It found out that when it planned and simulated its production lines using Tecnomatix tools, it could save 50 percent of the engineering cost. However, nowadays, such calculations are no longer used as Tecnomatix tools are already a necessity – strongly embedded in the company’s engineering processes.