Hager Group uses Siemens solution to optimize extrusion tools
German manufacturer significantly enhances development processes with Simcenter FLOEFD
Hager Group
The Hager Group is a supplier of solutions and services for electrical installations in residential, commercial and industrial buildings and employs approximately 11,500 employees.
https://www.hagergroup.com/- Headquarters:
- Blieskastel, Germany
- Products:
- Simcenter Products, Simcenter FLOEFD
- Industry Sector:
- Energy & utilities
“Our approach from 2008 was that each extrusion tool should be optimized by the responsible design engineer with simulation during the design process. This has become a successful reality.
Hager Group
Complex trunking structures are made of plastic materials, such as polyvinyl chloride (PVC) and are produced in a continuous manufacturing process on modern extrusion lines. In addition to the detailed adjustment of individual system components, a multiple strand extrusion tool is a core element of these complex systems. The multiple strand design ensures efficient, high-output quantity. Modern design technologies, product complexity, material and color variations have led to an increase in the number of specialized tools that are developed and put into operation every year.
The Hager Group is a leading family-owned supplier of solutions and services for electrical installations in residential, commercial and industrial buildings with a workforce of 11,500.
The sub-division Tehalit GmbH based in Heltersberg, Germany, has been a part of the Hager Group since 1996 and is the creator and European market leader for trunking systems with high flexibility for site and installation conditions, while maintaining high safety and reliability standards.
Trunking systems bring electricity and data efficiently to varied locations within organizations. This requires trunking solutions to be highly flexible to serve production, laboratories, practices and office spaces (figure 2).
Hager Group and Siemens Digital Industries Software have been working together since the 1960s and today, the Hager Group’s varied product portfolio includes a wide range of systems from security systems to smart home devices and charging stations for electric vehicles.
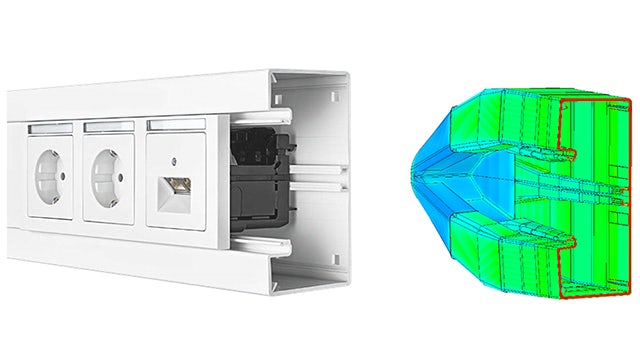
Figure 2: High flexible trunking system.
Unlimited material, color and size variations
One of the strengths of the Hager Group’s trunking division is its ability to manufacture and supply extrusion lines using a very high proportion of in-house manufacturing and development. Even though the external appearance of trunking systems has slightly changed in recent years, the geometric and system complexity continues to increase, with size differences ranging from 4x4 millimeters (mm) to 380x120 mm (figure 3). This is in addition to the number of material and color variants that are also constantly being created.
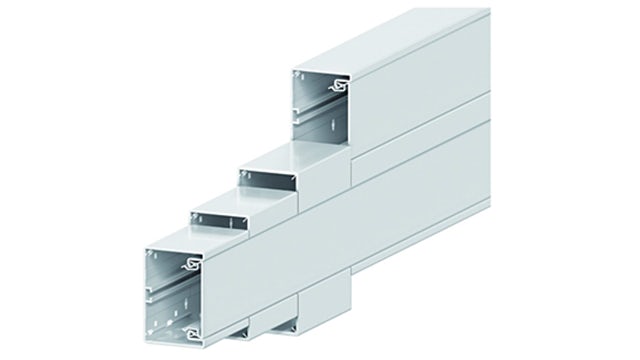
Figure 3: Size differences.
Unique competitive advantage through complex multiple strand tools
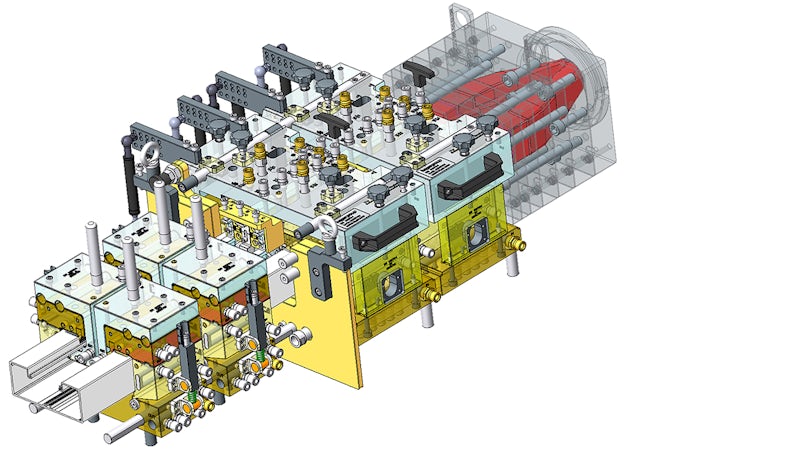
The complexity, functional requirements and quality demands on the extrusion tool are increasing while cycle times shorten. In 2008 approximately 30 tools per year were developed. Today there are more than 50 tools per year. Each tool is a special-purpose tool. Multiple four-strand tools were successfully put into operation in a shorter time with the help of Simcenter™ FLOEFD™ software and provide a unique competitive advantage (figure 4). One hundred kilometers (km) of cable trunking is manufactured per day with no waste as the material is used repeatedly. One of the main targets is to achieve a uniform melt distribution at the tool outlet to maintain product quality.
The Hager Group’s design engineers are responsible for the entire development process of their tools, starting from the basic digital concept to the commissioning and final approval at the point where the tool is put into operation at the extrusion line. It is important to work without any additional dependencies from others or external interfaces, ensuring an optimal development and design process.
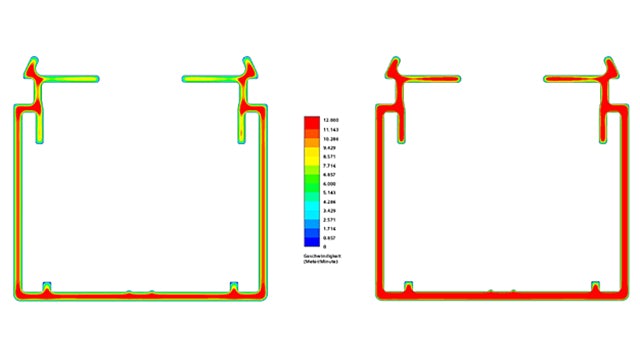
Figure 5: Optimized melt distribution in the right image (red areas).
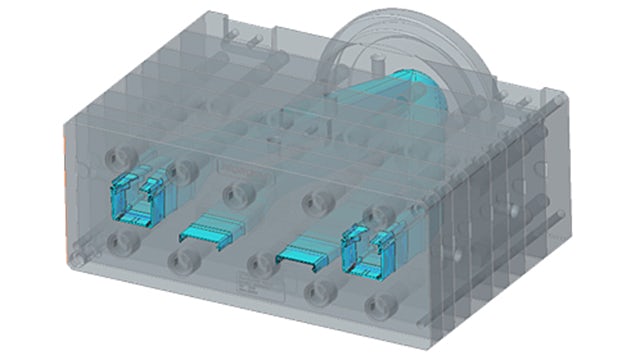
Figure 4b: Multi-strand tool.
Hager Group’s approach to frontload their simulations
Hager Group engineers have been using Simcenter FLOEFD in their development process since 2008 and used the results created in their initial training session. This resulted in a fast and productive implementation. Their knowledge increased with the assistance of calibration, the technical support team, the continuous further development of the software and regular workshops. Besides the mold and tool design, the profile calibration, as well as the layout of the cooling line, are part of the simulations.
The Hager Group’s engineers experience in extrusion tool design is enhanced with further theoretical know-how, experience and knowledge about the material properties or physical conditions of non-Newtonian media and corresponding viscosity models. In addition, deeper insights were gained into the shear rate range that the new tools must cover. PVC, including multiple additives, is one of the most difficult materials to determine specific properties. At the same time, the material is often processed in the complex tool’s temperature limits, which is impossible to be estimated without simulation. In particular, through the complete embedding of Simcenter FLOEFD in PTC Creo, in combination with the automatic mesh generation, more and faster optimization runs were made possible.
Extremely shortened development cycles with Simcenter FLOEFD
The extrusion tool development cycles were shortened dramatically and the use of Simcenter FLOEFD made it possible to integrate the computational fluid dynamics (CFD) simulation into the design process. The responsible design engineer can carry out and evaluate the simulation independently.
“While in 2008 we needed several days for the calculation, the flow analysis for our extrusion dies are already completed after a few hours and we then calculate models with up to 15 million cells,” says Bernd Trapp, design engineer for extrusion tools, Hager Group.
Each extrusion tool is unique and is put into operation and adapted directly on the machine after development. For each project, a comparison is made between the simulation and the flow-part during commissioning at the extrusion line, continuously incorporating findings into the simulation process. Figure 6 shows the first flow part sample between the extrusion tool and the calibration unit. The red areas in the top left image were identified and optimized with the help of the simulation. The bottom image shows the optimized configuration, which is appropriate to be passed through the calibration unit.
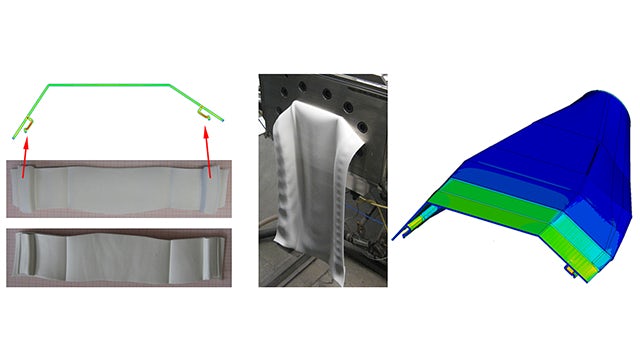
Figure 6: Simulation and flow-part samples which were taken during the commissioning.
Extension of the application areas since 2008
The application areas of Simcenter FLOEFD are constantly extended. Initially, the flow behavior in the extrusion dies was optimized (figure 7). In this case, the flow velocity, pressure, viscosity, shear rate, temperature, shear stress and pressure distribution in the die were optimized.
Then the thermal design of the calibration tools was carried out with special consideration of the material properties, (figures 7 a, b) followed by cooling optimization for the calibrating tool (figure 8). Particle studies were then carried out, while extracting systems at the extrusion line were analyzed.
Finally, the results are transferred to additional simulations, such as structural analyses. Since 2008, Simcenter FLOEFD is the tool of choice for many application areas, instead of using different tools for each area. Simcenter is a part of Siemens Xcelerator business platform of software, hardware and services.
“When we started, we mainly focused on the flow velocity and shear stress of the nonNewtonian media,” says Trapp. “Meanwhile, the software has become the tool of choice for many different applications. Our team uses Simcenter FLOEFD as a Swiss Army Knife around the tool development.”
“Regarding the flow conditions, our tools are now optimally designed from the very beginning through simulation. In combination with our experience around shrinkage and contraction, we can design our ideal tools.”
Stefan Spies, head of tool development, Hager Group adds: “Today, three to 10 loops are simulated in advance for each tool, and modifications in the ramp-up process are also considered. The requirements for our tools in terms of quality, output capacity and cycle times are continuously increasing. At the same time, our trunking systems are becoming more complex. With Simcenter FLOEFD we cope with these challenges very well.
“Our approach from 2008 was that each extrusion tool should be optimized by the responsible design engineer with simulation during the design process. This has become a successful reality.”
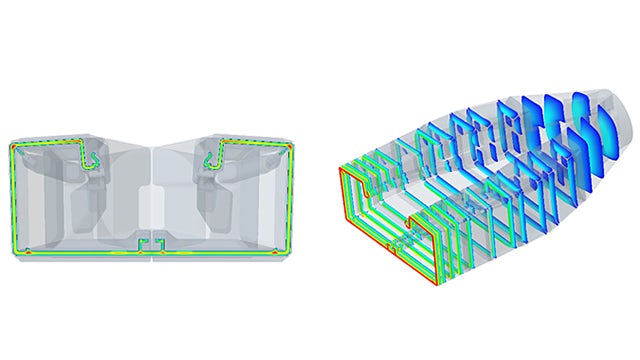
Figures 7 a, b: Extrusion die flow behavior analyses.
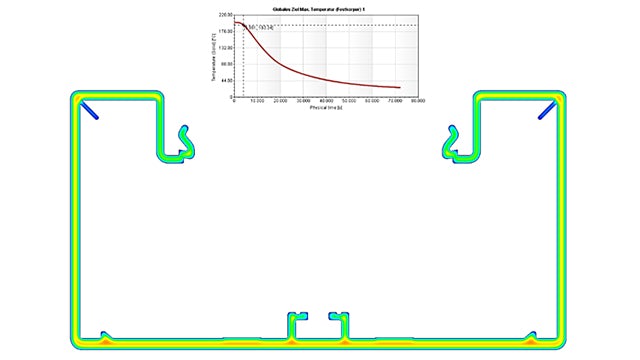
Figure 8b: Cooling behavior of the profile.
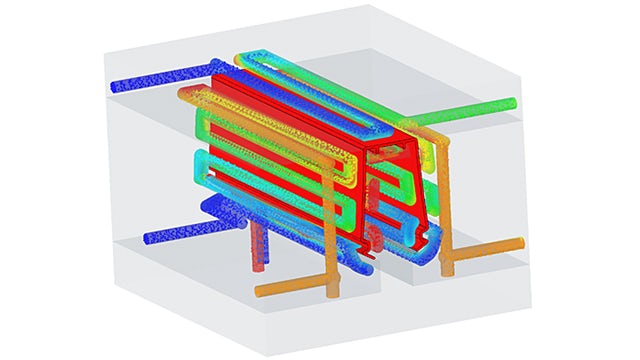
Figure 9: Cooling optimization.
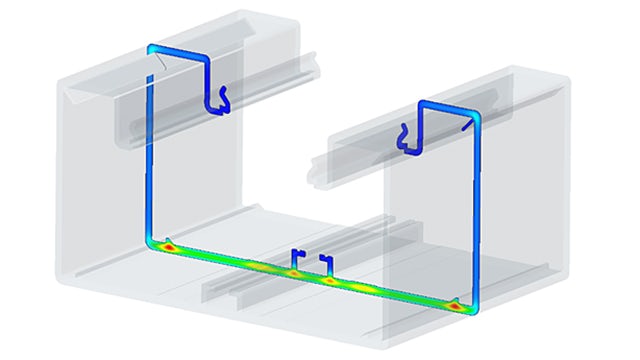
Figure 8a: Profile calibration.
While in 2008 we needed several days for the calculation, the flow analysis for our extrusion dies are already completed after a few hours and we then calculate models with up to 15 million cells.
Hager Group