Machine cutting tools manufacturer uses Simcenter FLOEFD to design enhanced cooling technology
Siemens Digital Industries Software solution enables Mitsubishi Materials to extend product life of tool holder

Mitsubishi Materials
Mitsubishi Materials Corporation is a Japanese company that manufactures cement, copper and aluminum products, cemented carbide tools and electronic materials. It is one of the core companies of the Mitsubishi Group.
http://www.mmc.co.jp/corporate/en- Headquarters:
- Chiyoda, Tokyo, Japan
- Products:
- Simcenter Products, Simcenter FLOEFD
- Industry Sector:
- Heavy equipment, Industrial machinery
We like Simcenter FLOEFD because it is fast at calculating for steady analysis. Since we have no CFD experts, our designers take care of simulation analysis.
Mitsubishi Materials
Extending product lifetime
The Mitsubishi Group is a Japanese industrial conglomerate and Mitsubishi Materials Corporation (MMC) is one of the subsidiary companies of Mitsubishi Mining Company Ltd., which has been in existence for about 100 years.
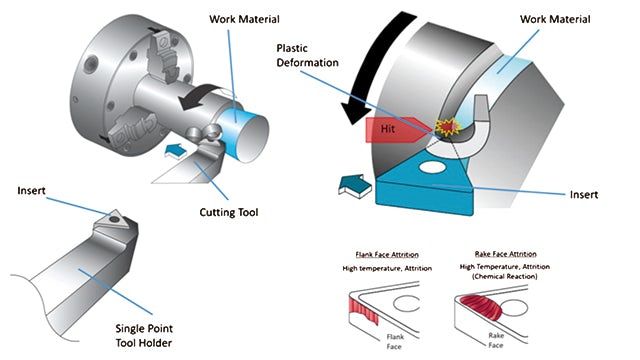
Its metalworking solution business subsidiary employs approximately 6,800 people worldwide, making and delivering a wide range of machine cutting tools based on tungsten carbide. A subset of these tools are rotating lathe applications (figure 1) that typically generate surface temperatures of 600 to 700 degrees at the contact cutting point (at the rake and flank faces). Consequently, the cutting tool’s lifespan can be relatively short. Tungsten carbide triangular tool inserts are typically used on all six of their corners before they are disposed. As a result, it can experience several thermomechanical effects that damages them and affects their lifetime, such as wear on the rake and flank faces of the tool, frictional heating effects, mechanical separation due to the extreme forces involved in the cutting and even chemical reactions.
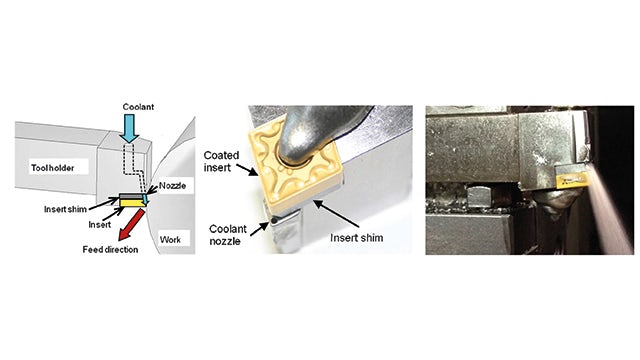
Traditional cooling systems for such cutting tools have used a single circular nozzle cooling hole near the insert. The tungsten carbide insert can last for 20 minutes per corner edge whereas better cooling could increase the insert’s lifetime by 40 percent to 28 to 30 minutes per corner edge. Such well cooled tool holder’s lifetime performance enhances productivity for cutting tool users.
New ideas for cooling
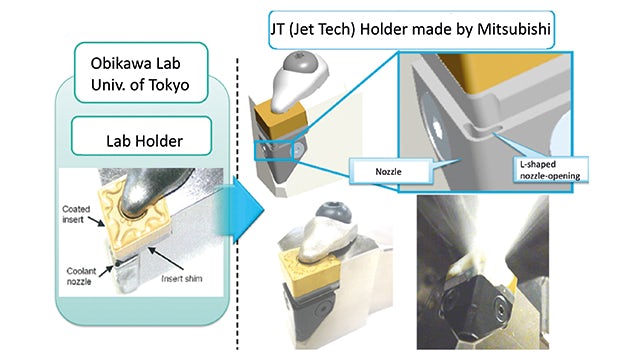
Mitsubishi turned to Professor Toshiyuki Obikawa of the Institute of Industrial Science at the University of Tokyo Department of Mechanical and Biofunctional Systems and established an academic-industrial partnership with the goal of extending the life of their tools. He came up with ideas for new cooling technology for the Mitsubishi tool holder that needed to be tested. The goal of the new cooling technology was to reduce extreme frictional heat generated while cutting (figure 2), which in turn has the adverse effect of reducing product lifetimes. The collaboration produced Obikawa’s Jet Coolant Tech (JC Technology).
Usually it is hard to make the nozzle coolant liquid reach the hottest point on the tool, which makes for less effective cooling (figure 2a), versus the ideal scenario of the coolant getting to the hot spot (figure 2b). It is particularly key to make the coolant spray reach the heat source by applying highspeed targeted jets from the flank face.
The crucial idea from JC Technology was to apply the liquid coolant as a high-speed jet spray from the bottom part of the insert sheet, cooling it down directly, thus extending the insert’s lifetime (figure 3). In a stainless steel (SUS304) laboratory test, JC Technology was able to show significant improvements (70 percent), cutting the length for the coolant jet configuration (figure 4).
Mitsubishi worked with JC Technology to come up with an L-shaped nozzle they believed would perform better than a circular nozzle in terms of jet performance in cooling (figure 5) within their laboratory tests.
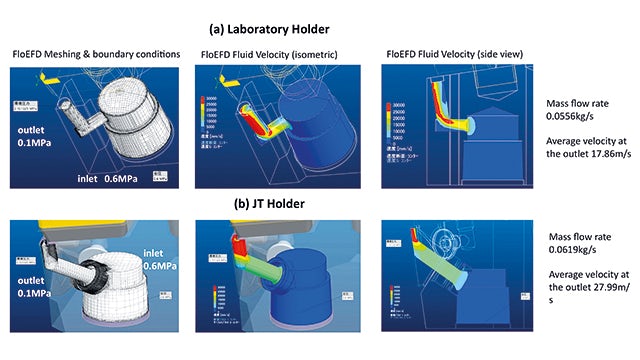
Mitsubishi needed a methodology to simulate the cooling and mechanical effects of its new nozzle. Would it produce enough cooling? Would the nozzle component be durable enough? As such, engineers and designers assembled an array of computeraided engineering (CAE) tools to virtually test the new design (figure 6). For fluid flow and heat transfer analysis, they decided to use Simcenter™ FLOEFD™ software from Siemens Digital Industries Software and Particleworks™ software from Prometech Inc. They only used the standard functions of Simcenter FLOEFD (figure 7) and Particleworks (figure 8) in their coupled simulations with no user subroutines required.
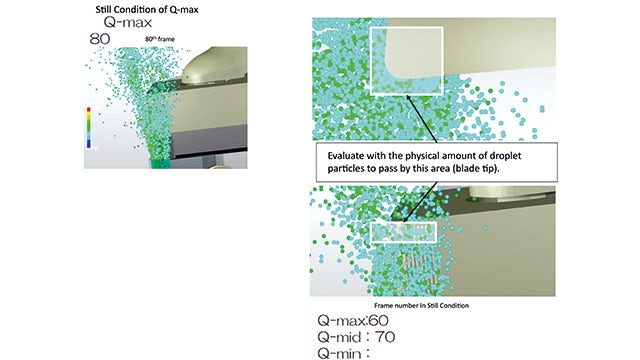
The coolant used in the holder was 5 to 10 percent diluted water but regular water was used in the CFD simulations. The main goal of the simulations was to optimize the liquid cooling channel, opening geometry for enhanced cooling purposes with as few prototypes as possible. Hence, the best cooling geometry was sought for the system Simcenter FLOEFD showed that for the same pressure drop, the L-shaped nozzle allowed 11 percent more liquid flow rate and produced 57 percent higher peak velocities than the round nozzle. Liquid flow rates and pressure were extracted from the Simcenter FLOEFD CFD simulation as inputs into the Particleworks simulation tool. It simulated the way droplets emerged from the nozzles and where they ended up on the holder for cooling purposes (figure 8). Commenting on how Mitsubishi used Simcenter FLOEFD, Hidebumi Takahashi, deputy head of the machining technology center, says, “We like Simcenter FLOEFD because it is fast at calculating for steady analysis. Since we have no CFD experts, our designers take care of simulation analysis. Simcenter FLOEFD is the best for CFD because of its simplified auto-meshing setting inside our preferred CAD package, PTC Creo. We found the smart cell CFD function to be very valuable.”
Subsequent experimental test measurements of the JT holder system prototype created by this approach provided satisfactory thermal performance. With this concept, the cutting experiment of SS 304 stainless improved by 70 percent. The methodology devised by Mitsubishi allowed them to patent the JT Tech nozzle (figure 9) and can be used to create other holder nozzle configurations relatively quickly. In the future, Mitsubishi would like to see a closer coupling of the two fluid simulation software tools to conduct similar analyses.
Cutting test results
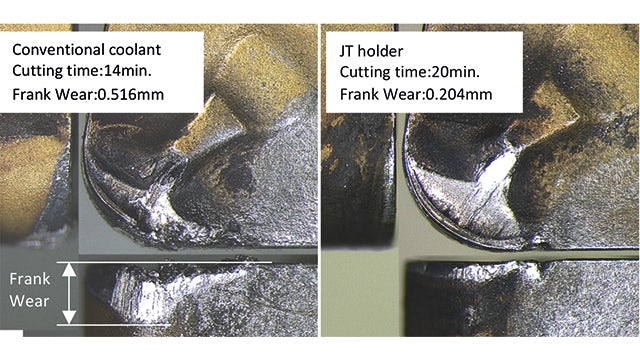
Figure 10 shows the damage of the wear after the cutting test and figure 11 shows the line graph of frank wear. In figure 10, the level of wear describes the wear distance from the cutting edge, and the end of the life time is based on when the amount of frank wear reaches 0.2 millimeters (mm). As seen in figures 10 and 11, with conventional coolant the edge is worn out with 0.5mm of the frank wear in 14 minutes of cutting, when the remarkable attrition can be seen on the cutting edge. In the meantime, with JT holder, the frank wear is only 0.15mm after 14 minutes and it finally wears out with 0.2 mm of frank wear after 20 minutes of cutting time. The JT holder performs 40 percent better in extending product lifetime compared to using conventional coolant.
Mitsubishi Materials succeeded in applying the lab testing result to the design process and achieved their target of extending the lifetime of the cutting tools with an efficient cooling method. The Simcenter FLOEFD fluid analysis tool proved to be an extremely efficient tool for product development.
Simcenter FLOEFD is the best for CFD because of its simplified auto-meshing setting inside our preferred CAD package, PTC Creo. We found the smart cell CFD function to be very valuable.
Mitsubishi Materials