Changan Motors uses Siemens’ solution to optimize engine lubrication system for variable valve lift system
Chinese auto manufacturer enlists Simcenter Flomaster for optimal engine design
Chongqing Changan Motors
Changan Automobile produces passenger cars, microvans, commercial vans and light trucks.
http://www.globalchangan.com/- Headquarters:
- Chongqing, China
- Products:
- Simcenter Products, Simcenter Flomaster
- Industry Sector:
- Automotive & transportation
Engine lubrication system optimization
Regulations are driving the automotive industry to reduce emissions and fuel consumption. As a result, new technologies such as gasoline direct injection, turbocharging and variable valve lift (VVL) are attractive options for original equipment manufacturers (OEMs) and tier suppliers. The VVL meets the requirements to control the airflow at different engine revolution speeds and torques by reducing throttle pump loss, improving volume efficiency, optimizing in-cylinder gas flow, speeding up the combustion rate and many more advantageous behaviors.
Wu Lifen and Yang Kun from the Chongqing Changan Motors Powertrain Development Center (Changan Motors) worked on optimizing the engine lubrication system with Siemens Digital Industries Software’s Simcenter™ Flomaster™ software. They performed three studies with changes in the lubrication system’s original design. The project was conducted on a 1.6-liter, 4-cylinder engine with a VVL system upgrade. The VVL technology was introduced to not affect the engine’s lubrication to ensure adequate oil pressure for normal operation of the hydraulic VVL mechanism, as well as delivering sufficient lubricating oil to the bearing surface and enabling functions such as the hydraulic lash adjuster (HLA) and variable valve timing (VVT). This made the requirements of the engine lubrication system more stringent and optimization essential to meet the requirements for lubrication and hydraulic driving.
Wu and Yang discovered the space limitations for the oil passage of the cylinder head represented a major challenge. It was also difficult to maintain the lubrication of the bearing and the chain tensioner, as well as the normal operation of the VVT, HLA and VVL. As a result, multiple optimizations were made, including the addition of a throttle valve, change to the external circuit’s layout, adjustment to the oil provision for the camshaft bearing, adjustment for the piston cooling jet (PCJ) opening pressure, adoption of the electronic VVT and optimization of the VVL control.
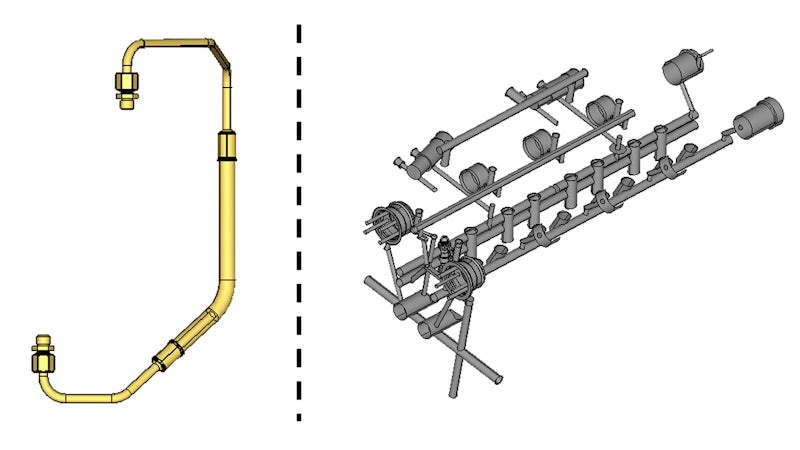
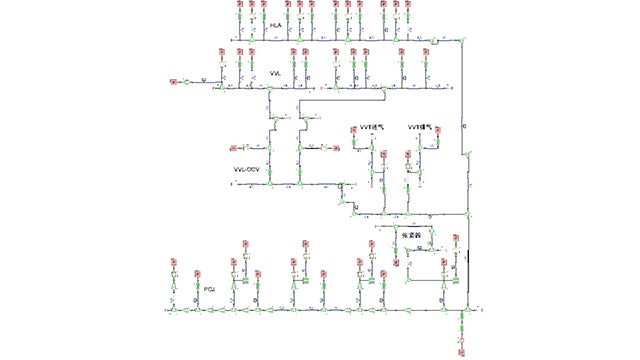
These optimizations allowed the lubrication system to meet various requirements using the existing oil pump. The original layout of the simulation model in figure 1 included a range of technologies such as the dual VVT intake and exhaust system, the VVL intake system and the HLA. The system has to provide a certain pressure and flow rate through the oil passages from the oil sump (oil pan) and the oil pump to the oil filter, bearings, PCJ, VVT system, HLA, chain tensioner and VVL system. The simulation model considered simultaneous operation of the hydraulic system of the HLA, VVT and VVL with help of a 1D Simcenter Flomaster model.
The two-stage VVL system uses a hydraulic drive to switch between high and low lift by changing the locking pin’s status. The default status of the system’s locking pin is the unlocked stage, which is the high-lift stage. To open the locking pin, a relative pressure of 1.75 converting bars (bar) is needed. In the initial VVL control strategy, the high-lift stage is from idling to 1,000 revolutions per minute (RPM) and maintaining the high-lift stage from 1,000 RPM to 3,500 RPM. The dual VVT intake and exhaust system requires the phase locking pin to be turned on at a certain revolution speed to withstand the internal friction torque of the VVT and the camshaft torque resistance, while adjusting the speed to meet the requirements. Once the engine is in hot idling mode, the internal check valve opening pressure of the HLA is reached.
Changan Motors uses Siemens’ solution to optimize engine lubrication system for variable valve lift system
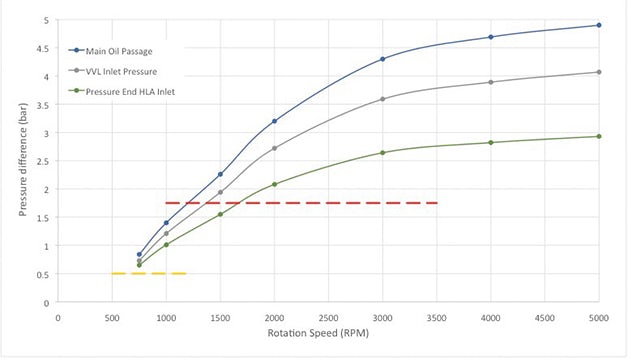
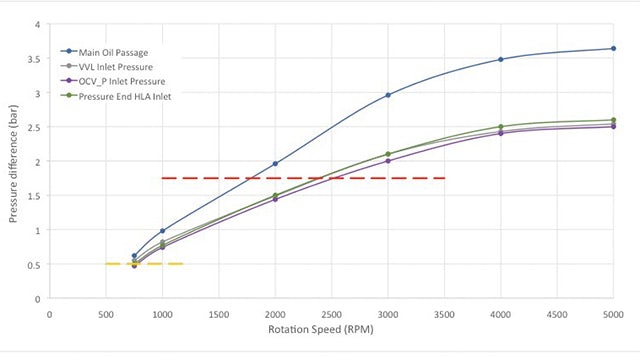
The simulation was conducted with SL 5W-30 oil at 130 degrees Celsius (°C) and each bearing clearance was set to the maximum clearance size. The initial evaluation of the original lubrication system in figure 2 shows the HLA oil pressure requirement (yellow) and the minimum VVL oil pressure requirement (red) as dashed lines. The original system does not meet the required pressures for the HLA at 750 RPM and also the oil control valve (OCV) inlet pressure at 1,000 RPM is not sufficient to drive the VVT into operation. The VVL inlet pressure is far below the 1.75 bar required.
The maximum pressure difference between the main oil passage and the VVL is approximately 2.5 bar. The overall VVL flow rate reaches 9 liters per minute (L/min) when the pressure reaches 3 bar. This causes significant leakage and is also the cause of excessive low pressure at the VVL inlet end. The analysis showed that optimizations are required to reduce the flow rate through the VVL and reducing the pressure loss between VVL and the main oil passage.
Design 1
The Optimization Design 1 was achieved by introducing a 4-way pipe to the VVL for direct oil provision from the main oil passage, an optimized layout of the camshaft bearing feed to provide oil to the intake camshaft by the exhaust camshaft cover, the individual VVL test performance was updated and a 2.5 millimeter (mm) diameter hole (10 mm in length) was introduced into the exhaust camshaft inlet manifold to reduce the exhaust camshaft flow rate. In the evaluation of the new design (figure 4), the pressure at the HLA at 750 RPM meets the nominal operating conditions but the OCV pressure at 1,000 RPM is still not sufficient to drive the VVT into operation.
The VVL pressure is also far below the 1.75 bar minimum to drive the VVL system into operation. The maximum flow rate through the external pipe reaches 9 L/min which is equal to a pressure drop of 1.5 bar from the main oil passage to the VVL solenoid valve. The analysis also shows that the slotted design of the intake exhaust camshaft causes excessive camshaft leakage through the bearing clearance. Moreover, the oil fed through the exhaust camshaft journal slot to the intake camshaft leaves room for hysteresis risk. The simulation clearly indicates room for more optimization of the lubrication system.
Design 2
In the Optimized Design 2, an integrated cylinder head cover was implemented to supply oil directly to the intake camshaft based on Optimized Design 1. The slot bearings were changed to bore bearings and the 4-way pipe was changed to a bolt hole oil passage as shown in figure 5 The evaluation of the simulation for the second optimization shows in figure 6 that the HLA inlet pressure does not meet the operating requirements and the OCV inlet pressure is not sufficient to drive the VVT into operation. The VVL inlet pressure reaches 1 bar at 1,000 RPM, which is still below the 1.75 bar baseline and therefore unable to drive the VVL system into operation.
Design 3
Since the optimization of the lubrication system piping was unable to meet the pressure requirements of the VVL system in the first two design optimizations, a new strategy was introduced. For the new strategy the initial PCJ spray pressure was adjusted to 2 bar, the VVT system was upgraded to an electronic controlled system and the oil pressure setting of 1.75 bar was increased to 1,500 RPM to meet the requirements of the VVL control strategy.
The simulation results in figure 7 show that the HLA inlet pressure is sufficient to drive the HLA into operation and the VVL pressure reaches 1.9 bar at 1,500 RPM, which surpasses the 1.75 bar requirement and is therefore able to drive the VVL system into operation.
The simulation with Simcenter Flomaster and its ability to quickly implement design changes enabled Wu and Yang to find the optimum design with only minimal changes.
It was found that the slotted design of the intake and exhaust camshafts causes excessive leakage through the bearing clearance and that changing the slot to a bore bearing reduced the reliance on an oil pump. It also showed that an external oil passage with an elongated design causes a high-pressure loss for high flow rates. With some adjustments of the system such as the PCJ spray pressure, the adoption of an electronically controlled VVT and the VVL control strategy, the new design will significantly impact the performance.