Mahindra rises with digitally planned new vehicle manufacturing facility
Mahindra Vehicle Manufacturers Limited (Mahindra Vehicles) uses Tecnomatix to establish a state-of-the-art automotive manufacturing plant

Mahindra Vehicles
Mahindra Vehicle Manufacturers Limited manufactures and markets utility and light commercial vehicles, including auto rickshaws (three-wheelers). It is the leader in utility vehicles in India and currently accounts for about half of the country’s utility vehicle market. The Mahindra Group’s Automotive Sector is part of the globally recognized Mahindra Group, which is among the top 10 industrial companies in India.
http://www.mahindra.com- Headquarters:
- Chakan, Pune, India
- Products:
- Teamcenter, Tecnomatix
- Industry Sector:
- Automotive & transportation
In 2007, we selected and introduced the Tecnomatix solution, because it offers a full range of digital manufacturing tools that serve our needs, integrates smoothly with our existing product data management systems and clearly stands out in meeting the criteria we had defined.
Mahindra Vehicle Manufacturers Limited
A world leader in vehicle manufacturing rises in South Asia
Mahindra Group (Mahindra) is among the biggest and most powerful publicly listed companies in the world. It operates in the key industries that drive economic growth, enjoying a leadership position in tractors, utility vehicles, information technology (IT) and vacation ownership. Mahindra focuses on enabling people to “Rise,” a call to action to unite the many companies within the Mahindra Group to a common purpose. More specifically, Mahindra employees are encouraged to rise, to succeed and to create a better future for themselves, their families and their communities. In the spirit of “Rise,” a new Mahindra manufacturing facility recently rose in the Chakan corridor near Pune, India.
Mahindra Group’s Automotive Sector manufactures and markets light commercial and utility vehicles, including auto rickshaws (three-wheelers). The sector has been the leader in India’s utility vehicles market since its inception, and currently accounts for about half of India’s utility vehicle market. The company exports its products to Europe, Africa, South America, South Asia and the Middle East.
Mahindra decided to expand its lineup to include a new range of medium and heavy commercial vehicles, including SUVs, trucks and buses. This expansion required a new plant, so Mahindra decided to establish a new manufacturing facility in Chakan. Mahindra’s challenge was how to assess, design and build the facility, plus get it running and producing vehicles according to the aggressive schedule that management had defined.
As of 2012, 1,500,000 cars are produced annually in the Chakan corridor by Mahindra, Volkswagen, General Motors, Mercedes Benz and other automotive manufacturers. Mahindra is one of the largest manufacturers in this area, producing light commercial vehicles (LCV), pick-up trucks, SUVs and the Mahindra Navistar heavy duty trucks.
Revisiting engineering processes to establish “state-of-the-art” plant
Mahindra is a long-time customer of Siemens PLM Software. Designers, data administrators and some of its product assembly suppliers use Teamcenter® software for product lifecycle management (PLM). The company also uses NX™ software for some of the powertrain product design, and a few years ago Mahindra started using Tecnomatix® software for digital manufacturing.
“In 2007, we selected and introduced the Tecnomatix solution, because it offers a full range of digital manufacturing tools that serve our needs, integrates smoothly with our existing product data management systems and clearly stands out in meeting the criteria we had defined,“ says Nagesh Nidamaluri, senior general manager, Assembly Systems, MES and Digital Manufacturing, Chakan plant, Mahindra Vehicles.
Mahindra uses the Manufacturing Process Planner solution in the Teamcenter portfolio for the planning of various production processes; as well as Plant Simulation, FactoryCAD™ software and FactoryFLOW™ software, all in the Tecnomatix portfolio, for plant design and optimization; Process Designer and Process Simulate and Jack™ software, also all in the Tecnomatix portfolio, for assembly planning and validation.
The establishment of a new plant was a good opportunity to revisit Mahindra’s current engineering processes. “We have realized that in order to shorten a vehicle manufacturing project, we need to deploy concurrent engineering methods,” Nidamaluri says. “This means that manufacturing engineering needs to work concurrently with product design. Digital manufacturing tools provided by Siemens PLM Software facilitate this approach. This is a dramatic change to our current engineering processes.
“We have a gate system, and one of the gates is the virtual validation gate. In the past, mostly the product design group was actually doing validations for this gate; but now, with the help of Tecnomatix digital manufacturing tools, the manufacturing engineering group is very active in preparations for this gate.”
Mahindra decided to execute the digital manufacturing journey at the Chakan plant in a series of steps, deploying point solutions to address specific needs, followed by the manufacturing bill of materials (MBOM) and finally the bill of process (BOP). Mahindra plans to clone proven methodologies developed in the Chakan plant at other plants.
Laying out the new Chakan plant in 3D
While constructing the new plant in Chakan, Mahindra decided to significantly upgrade the way it creates and manages plant layout data. There were a number of issues to deal with, including the fact that there was no uniform plant layout method across the enterprise. Each site was managing plant layout separately. Plant layout drawings were not maintained in a central repository, which made it very time-consuming to locate them when they were needed. There was no revision management system and only one engineer at a time could work on any given layout. Drawings provided by suppliers were maintained in different layers in the same file, resulting in duplication of data and unnecessarily large files, which degrade visualization performance.
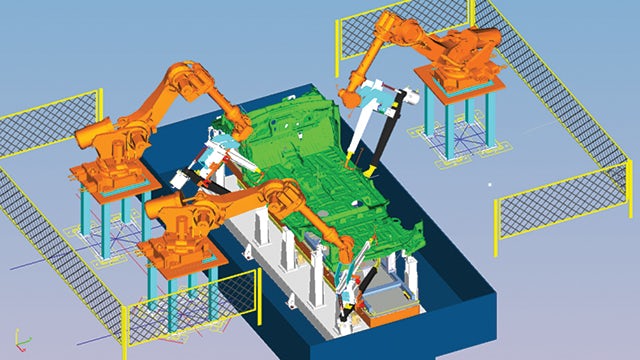
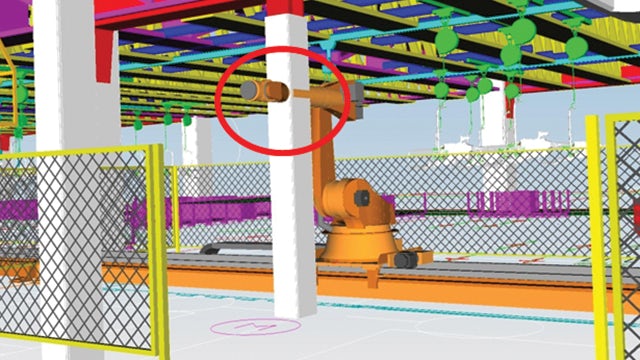
To resolve these issues, FactoryCAD was used to create 3D plant layouts for all of the Chakan plant production lines, including body and trim, chassis and final (TCF). “Providing the essentials needed to create detailed and intelligent factory models, FactoryCAD allowed our planners to use ‘smart objects’ to represent their factory resources,” says Anupam Patil, senior manager, IT and PLM, Chakan plant, Mahindra Vehicles.
“This was especially advantageous because the objects provided the ability to snap a layout model together, instead of wasting time drawing the individual equipment. Using FactoryCAD, we were able to resolve many issues before erecting and commissioning of the factory, such as interferences of process and utility equipment with the civil structure, for example, as well as a monorail system that caused interference with the supporting beams at a specific area and a robot that caused interference with the building column in another area.”
A planned production line, virtually simulated
Before building the production line, Mahindra completed a number of simulation projects that helped to make important decisions in configuring the production line. One of the projects addressed the inter-connections of the body-in-white (BIW) welding shop, paint line and the TCF assembly line, where all the parts are assembled to form a completed vehicle.
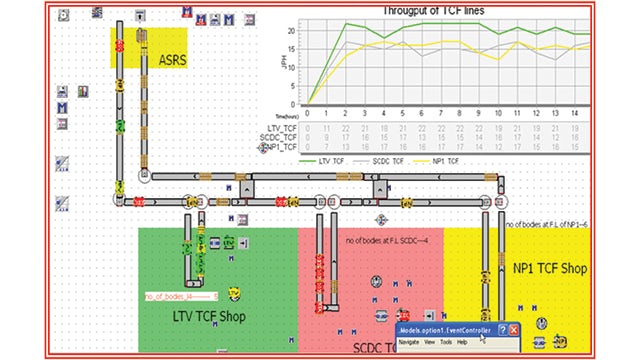
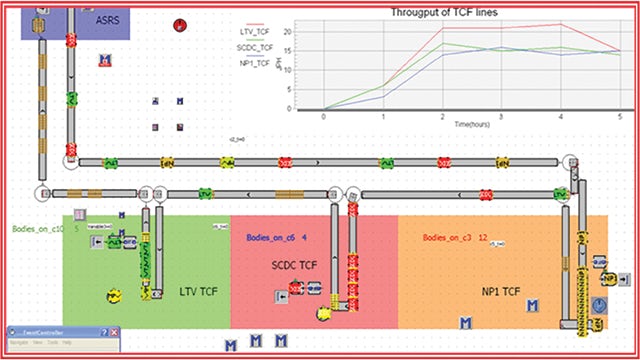
The goal of the simulation project was to find out the optimal buffer storage capacity in between these production lines. The challenge arose because there were three BIW planned production lines (for the Maxximo, Genio and XUV vehicles) going into a single paint line, which then goes into three separate TCF assembly lines. Tecnomatix Plant Simulation was used to conduct a what-if simulation to determine the best scenarios for the plant’s inter-shop conveyor system. Several scenarios of mixed-model production volumes were simulated and the optimal size of central painted body buffer storage and individual BIW shop storage was determined. This simulation project substantially reduces the lead time in designing the storage.
Another project was to determine the optimal routing method of painted vehicle bodies from the single paint line to the three TCF assembly lines. “The simulation helped to identify bottlenecks, and verify the robustness of the selected option,” says Amit Jahagirdar, digital manufacturing manager, Chakan plant, Mahindra Vehicles. “One simulated option was a clockwise flow of bodies with no cross-over. The simulation showed that in the event that one of the three TCF lines is shut-down, the respective bodies in the main line would create blockage in moving bodies to the other TCF lines. The second option was a counter-clockwise flow, with a cross-over for the empty skids to flow back to the paint shop. This is a more robust option because each TCF feeder line is practically independent of others. So, there is little or no impact on the overall performance of the line shutdowns.”
Using Plant Simulation, Mahindra gained critical insight regarding its factory layout and installation processes across vehicle lines. Accurate and fast validation of processes enabled the company to achieve its goal of getting the implementation right the first time. Detailed throughput examination notably reduced bottlenecks, and what-if analysis capabilities substantially decreased unnecessary capital investment in machines and conveyors.
MBOM creation means no part is forgotten in the production
The engineering bill of materials (EBOM) is created and managed using Teamcenter. Then manufacturing engineers create the MBOM using Manufacturing Process Planner by consuming parts from the EBOM. The MBOM is then sent from Manufacturing Process Planner to SAP® software, the enterprise resource planning (ERP) system Mahindra uses.
“In the previous method, planners used Microsoft Excel to define and maintain the MBOM,” Patil says. “While the tool is intuitive, it was clear to us that this is not sustainable for handling large BOMs and sharing engineering data. So, we decided to use dedicated tools for this task, and developed a robust MBOM creation and update methodology using Manufacturing Process Planner. Using this methodology, planners adjust the EBOM and add relevant production information such as a ‘make or buy’ definition for each item and the point of consumption along the production line, which is later used by the shop floor logistics management system.”
“The MBOM will include the car parts in their form through the entire production process. For example, in the paint line, the chassis will be represented by a bare chassis, cathodic electrocoat deposition body and painted body. These forms, which we call ‘semi-finished parts,’ appear as a single assembly in the EBOM, but as different assemblies in the MBOM. Another example of MBOM-specific information is the addition of scrap weight to the stamped parts, as this information is used downstream in the recycling process.
“Handling the MBOM changes throughout the development lifecycle is crucial for us. Therefore, the engineering notifications are transferred along with the EBOM from Teamcenter. The notifications are put into a common pull, and from there they are assigned to the relevant MBOM planner. In addition, once an initial MBOM is created, all subsequent changes in the MBOM are done in a controlled configuration, using the incremental change mechanism, which enables us to analyze very clearly the impact of any EBOM change on the MBOM. Within the incremental change, we use the workflow mechanism of Teamcenter which helps ensure that every change goes through a pre-defined sequence of events and an authorized approval. These capabilities are unique, and provide us the ability to put a lot of structure into the MBOM creation process.”
Due to the importance of maintaining an accurate MBOM, starting from the engineering team and down to the shop floor, Mahindra uses Teamcenter to execute a daily update to synchronize any incremental changes to the EBOM. In a similar manner, Teamcenter integration for SAP synchronizes the MBOM daily with SAP based on make or buy attributes. For example, any assembly node with children, which was identified in the MBOM as a purchased assembly, will be automatically exported and will appear in SAP as a single node.
Dynamic 3D simulation supports analysis of complex assembly scenarios for the new Maxximo
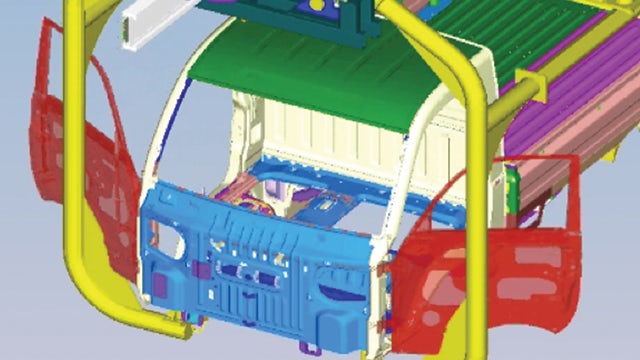
The painted body of the Maxximo mini-truck is transported inside the new assembly shop for operations. The car body is moved along using a hanger system in the underbody areas and on transfer lines. The system was initially designed to carry the car body with the doors closed. After analyzing the conceptual flow of assembly, other possible assembly operations were analyzed. It was found that in order to reduce production time, some assembly operations could be executed when the car body is on the hanger, as long as the doors could be opened to a certain extent, which will enable operators to work inside the cabin area.
“Manufacturing engineers used Process Simulate to validate hanger design that could support sufficient door opening. The limit to which the doors can be opened was calculated based on the virtual 3D simulation, instead of waiting for actual parts to arrive at plant. This resulted in cost and time savings and reduced the number of iterations of the hanger design,” says Jahagirdar.
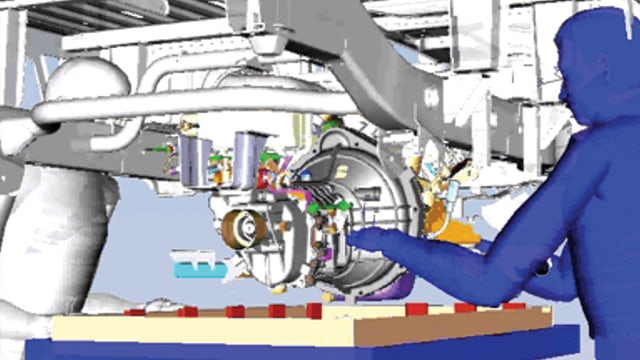
The assembly process for the Maxximo was planned so that the engine assembly from the engine production unit is transferred to the final assembly shop from a logistic area. It moves on a predefined track and gets synchronized with the conveyor carrying the Maxximo car bodies on hangers. Because this is a complex scenario, which involves many parameters, manufacturing engineers also performed a dynamic 3D simulation of this scenario. “The main objective of this simulation was to validate the planned process and its duration estimation. The ergonomics of operators was also evaluated based on Mahindra standards,” Jahagirdar says.
Tools management lowers cost by enabling re-use
Mahindra plans to use the resource classification capability of Teamcenter to manage its many production tools. According to Jahagirdar, “The objective of this initiative is to lower costs, reduce lead time and improve quality by helping the manufacturing engineer/planner select the proper resource, increasing the re-use of manufacturing tools, reducing tool inventory, maximizing resource utilization and delivering digital models for verification and simulation.”
“We have defined simple categories for any tool we have in our production plants, including a tool suitable to a specific part, such as fixtures or specific gauges. There are also more generic tools, such as robots and torque wrenches. Based on this, we are defining a workflow using Teamcenter to classify our existing and new tools by part number, so that eventually we will have a structured library of tools across the Mahindra automotive sector.”
The next step is the development of the BOP using Manufacturing Process Planner. Assembly operations and their duration are defined, and then linked to the parts that should be handled and to the specific tools required to carry out the work. This methodology enables Mahindra manufacturing engineers to re-use best practices and captured knowledge in planning or modifying a production line.
“The digital manufacturing tools play a key role in the first steps of a car project,” says Nidamaluri. “These tools are already used in the requirements definition phase of a new or modified production line. This enables us to provide more mature engineering information upfront to our system suppliers, and will therefore reduce lead time and the overall duration of a car project. I also expect that our production facilities and tools suppliers will interact with the system, and introduce their inputs.”
Mahindra Vehicles receives top award
Mahindra Vehicles received the top honor in Siemens PLM Software’s Asia Pacific Innovation Awards 2012, which places a spotlight on how PLM technology enables companies to make smarter decisions that lead to the creation of better products. The top award is presented to the company that uses PLM technology in a way that enables it to be a hallmark of success in the manufacturing industry, maximizing the value derived from its products throughout the entire lifecycle to streamline its productivity and performance.
Implementing Tecnomatix portfolio enabled Mahindra Vehicles to come closer than ever before to real-time digital manufacturing. Other benefits included a 25 percent reduction in the green field plant set-up time, a 28 percent improvement in effective working time by validating and reducing non-value added activities and an overall increase in flexibility, which produced more product model mixes and reduced time-to-market.
“First time right” will lead to a brighter future
“The benefits of the Tecnomatix digital manufacturing tools for Mahindra are already invaluable,” Nidamaluri says. “This toolset deployment strengthens the ‘first time right’ mindset we have in Mahindra, as it enables us to conduct different ‘what-if’ analyses of production scenarios. Still, we are looking forward to make more progress in the digital manufacturing journey. For example, we have more than 100 robots in our Chakan plant. Currently, even the slightest change in a robot program requires us to contact the line builder and ask for modifications. I believe we can develop skills by using the Tecnomatix robotics off-line programming tools to conduct some of this work ourselves. This will bring multiple benefits, including higher flexibility due to greater engineering capability, shortening the modifications lead time and reducing cost.”
We use the workflow mechanism of Teamcenter which ensures that every change goes through a pre-defined sequence of events and an authorized approval. These capabilities are unique, and provide us the ability to put a lot of structure into the MBOM creation process.
Mahindra Vehicle Manufacturers Limited
The benefits of the Tecnomatix digital manufacturing tools for Mahindra are already invaluable. This toolset deployment strengthens the ‘first time right’ mindset we have in Mahindra, as it enables us to conduct different ‘what-if’ analyses of production scenarios.
Mahindra Vehicle Manufacturers Limited