Improving capacity planning with digital factory software
Siemens Magnet Technology uses Plant Simulation to optimize complex production lines

Siemens Magnet Technology
Siemens Magnet Technology is the world’s leading designer and manufacturer of superconducting magnetic resonance imaging magnets for medical applications.
http://www.siemens.co.uk/magnet-technology- Headquarters:
- Oxford, United Kingdom
- Products:
- Tecnomatix
- Industry Sector:
- Medical devices & pharmaceuticals
Plant Simulation really impressed us: it is logical, easy to understand and we could immediately see what it could do for us.
Siemens Magnet Technology
The search for accurate production forecasting
Did you know that 30 percent of the MRI scanners installed in hospitals worldwide contain a superconducting magnet manufactured by Siemens Magnet Technology? The company accounts for about 45 percent of the total market, and 100 percent of the magnets produced at its facility near Oxford are exported overseas for final assembly into imaging systems. The business has been awarded several Queen’s Awards; most recently it was the recipient of the Manufacturing Excellence Awards (MX) 2010, sponsored by the Institution of Mechanical Engineers for Product Innovation. Siemens Magnetic Technology won the Cranfield School of Management Best Factory Awards: Most Improved Plant and Innovation (Process and Design). In November 2011, Siemens Magnet Technology also picked up one of Siemens’ Environmental Awards for its pioneering work in minimizing the consumption of helium.
Each magnet is manufactured for customers who incorporate it into an end-user product. Given the nature of healthcare procurement, both the sales process and the logistical chain leading up to installation can be long and detailed. As the company plans its workload based on customer forecasts, any increase in demand from one customer may affect other customers.
The challenge is always to find a balance. “This has been an ongoing issue for us,” says Michael Burke, project manager logistics at Siemens Magnet Technology. “As demand has risen, complexity has increased and our products have become more sophisticated as well. In addition, final testing can only be done when a magnet is fully assembled and ready to go: the point of its highest value. Whilst we have an extremely low failure rate, any glitches at the testing stage can have an impact throughout production.”
Siemens Magnet Technology produces nine models, each one comprising a distinct assembly of components and undergoing a specific series of processes within four main stages of manufacturing. These are coil manufacture; magnet termination; assembly and weld; and test. The manufacturing journey involves numerical and cyclical complexity as components and assemblies are grouped together in varying combinations as they pass through each stage on the factory floor.
Shining a light on manufacturing complexities
At each stage of manufacturing, managers maintain independent sets of capacity data. This means that there is a critical supply and inventory interface at the point of handover to the next process manager. “We do a lot of capacity modeling, but currently cannot integrate this,” notes Burke. “Knowledge remains relatively isolated within each process. When predicting whether we can cope with a particular surge in demand, managers must make a judgement based on their own analysis and experience. This has worked well so far but can be time-consuming, and there is no real backup system. It is impossible to verify our decisions, because there is no overview of the complete manufacturing journey.”
Kevan Straughan, PLM software analyst at Siemens Magnet Technology, adds, “The volume going through the factory has increased significantly over a number of years, yet we are still using separate spreadsheets. We know that we need an overview of products, skills and possibilities, so that we can adapt production more quickly and easily. If we had an accurate model of our production line, we’d be able to see how everyone is affected by even the slightest change. To resolve this, we went to the board with a proposal and a clear business case to implement simulation software.”
The Plant Simulation solution in the Tecnomatix® portfolio was an obvious candidate. Burke explains: “We’d previously installed such an application and although we’d never really got it to work properly, we were familiar with this type of software. Plant Simulation really impressed us: it is logical, easy to understand and we could immediately see what it could do for us.”
Industrial engineer Peter Taylor is now taking the lead on the modeling project, which began in October 2010. “We have excellent support from Siemens Digital Industries Software, so we thought we would develop a sound knowledge of Plant Simulation by beginning with the most challenging department, coil manufacture – where each magnet begins life as an array of superconducting wire. Even our consultant confessed to sleepless nights over its complexity.”

Consistent and indisputable analysis
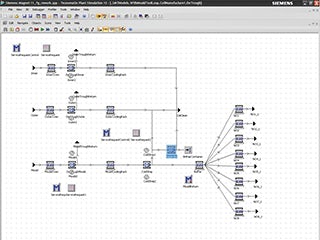
“We are creating the 2D building blocks of our many processes by defining hierarchy, showing relationships between individual resources, logging skill sets and indicating the cycle times and usage of tools and machines,” says Taylor. “There is a massive amount of statistical information to enter. As we build the model, we are identifying what level of detail we require. We are balancing what individual process managers want to see in terms of their own section’s output and what the business needs to see from the overall manufacturing perspective. We also aim to be consistent, so that the company can utilize the same methodology in other areas. Coil manufacturing is the most complicated, but once we get it right, other models should follow similar formats.”
The coil manufacture model was ready for its first proper review by the middle of 2011. “The most important aspect is to ensure that we are modeling as close to reality as possible and that process and manufacturing managers agree on the content. When they give their approval, we’ll know that all the information in the model is correct; and once we have a valid model, it will underpin constructive debate about internal processes.”

Forecasting potential bottlenecks through simulation
Siemens Magnet Technology aims to run simulations for the manufacturing team that will clearly show an object moving along the production line; highlight blockages where there is a finite amount of tooling capacity and demonstrate the potential consequences of any decisions made at that point. Taylor explains, “We aim to develop a protocol, so that we do not run simulations at random; there is an inbuilt mechanism that acts rather like a control experiment. It is very important to go through a logical sequence of events. We are taking the time to document all these processes and create a comprehensive handbook.”
Burke notes that the model includes standalone methodology. “Our Siemens PLM consultant has explained how to interface coding of the different processes, so that we can control how far we see a change ripple down the line. The benefit is that when one inbuilt function does not quite do what we want it to do, it is very easy to change the code without unduly affecting other aspects of the model.”

Preparing for the future
“We’ve achieved a lot,” says Taylor. “Plant Simulation allows us to view what we’ve done to model demand and throughput.” With a significant success completed, a new project is already underway. “We are using the main model as the starting point in order to visualize different scenarios two or three levels down,” notes Taylor. “That will inform our decision-making in certain areas, for example, the potential for reprocessing helium lost during manufacture.”
Straughan adds, “Plant Simulation takes away manual updating and gives us a clear overview and analysis, something we’ve never had before. We are also looking to implement Teamcenter in the future, and all the work we are doing now to document and model our processes will be of huge benefit further down the line. The objective is to integrate manufacturing systems and link them into SAP, which we use for enterprise resource planning. This will give us complete control and flexibility within a fully optimized production line.”
Plant Simulation takes away manual updating and gives us a clear overview and analysis, something we’ve never had before.
Siemens Magnet Technology