Direct engineering-to-shop floor link minimizes machine downtime
PLM-CNC integration provides seamless data flow from CAD/CAM to machine tool controllers, automating production and saving significant time and money

ANDRITZ Ritz
ANDRITZ Ritz offers complete product and engineering solutions for the municipal and industrial water and sewage pump industries.
http://www.ritz.de- Headquarters:
- Schwäbisch Gmünd, Germany
- Products:
- NX, NX CAM, Solid Edge, Teamcenter, Shopfloor, Tecnomatix
- Industry Sector:
- Energy & utilities, Industrial machinery
Due to the direct access to PLM information on the shop floor, our machines’ idle times are significantly reduced, and our colleagues are able to effectively minimize variation in quality and manufacturing errors.
ANDRITZ Ritz
A vision for pumps, supported by IT
Founded in 1877, ANDRITZ Ritz manufactures pumps and submersible motors used for municipal and industrial water supply and sewage systems, mining applications and offshore platforms. With 280 employees, ANDRITZ Ritz operates under its parent company, Andritz AG, and is a leading manufacturer in its market segment, with more than one million pump systems installed worldwide.
Using state-of-the-art design and manufacturing practices, ANDRITZ Ritz produces pump systems and replacement parts, and on occasion embarks on spectacular engineering projects. For example, the company produced the world’s largest submersible pump. With a height of 13 meters (43 feet) and a diameter of 1 meter (3.2 feet), this pump is used for the Las Vegas, Nevada municipal water system, delivering water from Lake Mead, the largest reservoir in the United States. In another example, the company secured an order to build the world’s largest subsea drive. With a power capacity of 3,000 kilowatts, it will be used at a depth of around 3,000 meters (9,800 feet) to pump a mixture of gas and oil.
To manage a workload consisting of small batch jobs as well as one-off, large-scale projects, ANDRITZ Ritz must combine engineering efficiency with the highest possible levels of accuracy. “This requires a lean and integrated process,” says Hans-Juergen Steeb, manager of information technology (IT) and organization at ANDRITZ Ritz. “A mid-sized company such as ours, with limited resources, must implement a long-term strategy – a step-by-step approach over a multi-year timeframe – to establish the necessary IT infrastructure.”
Under Steeb’s leadership, ANDRITZ Ritz’s IT infrastructure has been constantly evolving and improving. For example, after implementing abas ERP software for 58 users, Steeb was able to retire four legacy systems. An upgrade from 2D computer-aided design (CAD) to a 3D design process using Solid Edge® software from Siemens Digital Industries Software improved the efficiency and accuracy of the engineering department.

Extending improvements to manufacturing
The next goal was to improve numerical control (NC) programming and cutting tool management. “We have organized all of our technical and commercial systems in such a way that colleagues benefit from the work of others throughout the design-through-production process chain,” says Steeb. “Therefore, our CAM system selection criteria were heavily focused on the ability to establish a fully integrated process.”
A number of computer-aided manufacturing (CAM) systems were evaluated based on selection criteria such as cycle time reduction, quality improvement, user friendliness, and the ability to deliver a higher degree of process automation between engineering, NC programming and shop floor machining. Twelve vendors submitted quotes and implementation proposals. After detailed presentations from five of the vendors, and conducting intensive benchmarks with two solution providers, the company chose the BCT Technology partner network, led by A+B Solutions. The latter partners with Siemens Digital Industries Software to provide solutions, such as NX™ software and Teamcenter® software, as well as comprehensive product lifecycle management (PLM) services including implementation.
Not only did the functionality of NX CAM and Teamcenter fit ANDRITZ Ritz’s vision, A+B Solutions’ understanding of the company’s needs inspired confidence in these solutions. The service providers’ expertise became obvious as early as the implementation proposal, which included streamlining the manufacturing planning and shop floor production processes by integrating Teamcenter (data and process management) with Shop Floor Connect (a web client for use on the shop floor to access, manage, view and deliver CNC programs to machine controllers).
Integrated PLM environment
Today, when an engineer begins a session using Solid Edge, Teamcenter is started at the same time. Within this comprehensive PLM environment, every newly created component is immediately registered and managed by the PLM system. All design changes, update notifications, and release processes are initiated and carried out automatically.
Design and manufacturing revisions are also managed and tracked throughout the entire process, from initial design, to each design variant, and on through to manufacturing. Standard parts are classified within the library for fast and easy retrieval, and their use is tracked within every design. Finite element analysis (FEA) simulations are also saved and managed with Teamcenter. The NC programs are created at two NX CAM workstations, which are connected to Teamcenter. Even the packaging and release of NC data to production is managed by the manufacturing release process of Teamcenter. Using Teamcenter, NC programmers can easily find and select the required tools and clamping devices for their respective CNC machines. (ANDRITZ Ritz has equipment from Mandelli, Edel, Voest Alpin and Monforts.)
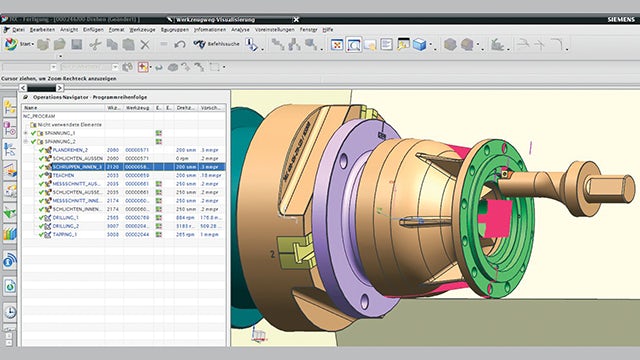
NX CAM postprocessors, optimized for the SINUMERIK and Eltropilot controllers, generate precise machining data. Before running the actual machine, all NC programs are run through a virtual machining simulation using NX CAM. These simulations allow NC programmers to check tool paths in the context of the complete machine assembly, providing comprehensive collision protection. Any damage to the graphite iron parts would delay delivery to the customer by several weeks. Finally, tool lists and setup sheets are created and stored together with the work plan, detailed drawings, NC data and machining simulation videos.

A closed-loop manufacturing process
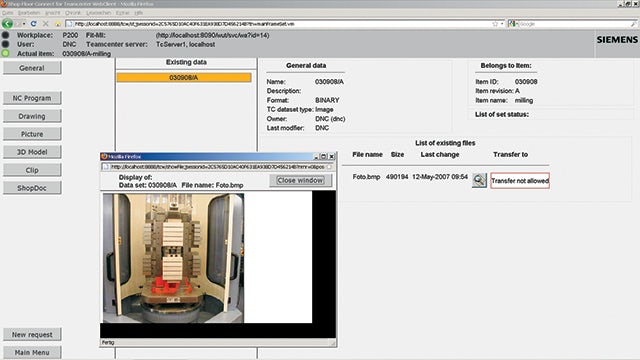
Another important aspect of ANDRITZ Ritz’s implementation is the seamless transfer of project information from manufacturing planning to production. On the shop floor, personal computer (PC) workstations are connected to one or several machine controls via a serial interface or Ethernet. There, machine operators log into Shop Floor Connect to gain role-specific access to released data. For each job, the user is shown only the information that is needed. Depending on the job complexity, simulation data, CAM parts, CAD models, pictures, videos, and work plans may supplement the default information of NC data, shop floor drawings and tooling sheets.
With one click, necessary information can be displayed on the screen; operators don’t search in vain. NC programs are transferred directly to the controller with the simple press of a button. Sometimes, programs need minor adjustments and optimization at the machine controller. When this occurs, the machine operator can easily record the changes, and then notify and transfer the modified program back to NC programmer via Teamcenter. Sometimes simple parts are programmed at the controller. Via data transfer, these NC sets are registered using Teamcenter along with other associated information, such as the part and workpiece, which are created automatically. At the Shop Floor Connect terminal, operators are supported by various additional capabilities, such as an NC program editor with the ability to compare programs side-by-side, and powerful search functions. “Altogether, due to the direct access to PLM information on the shop floor, our machines’ idle times are significantly reduced,” notes Steeb. “Also, our colleagues are able to effectively minimize variation in quality and manufacturing errors.”
Another PC workstation on the shop floor integrates the tool pre-setting device from Messma-Kelch into the PLM system. Tool target data is directly retrieved from the Teamcenter database and after measuring the actual tool, its physical characteristics are re-saved and automatically noted in shop documents such as tooling sheets. “Shop Floor Connect has been quickly accepted. Today, no machine operator wants to work without such a practical process-oriented solution,” says Maier. “The program performs very well with minimal administrative effort.”
Shop floor information within PLM
“In theory, manufacturing information is a natural part of PLM,” says Ralf Stetter, managing director of A+B Solutions. “But in reality, only a few companies have actually established the level of integration seen at ANDRITZ Ritz.” Siemens recognizes this and is helping companies to unlock the value of their manufacturing information by using PLM.
Not all service providers have the manufacturing knowledge and implementation experience of A+B Solutions, which is vital to making their customers successful. “We are very happy about our cooperation, because our partner understands the processes of mid-sized companies and is immediately available when a problem occurs,” says Steeb.
With the right PLM system to bridge the worlds of engineering and manufacturing, smarter decisions can made to produce better products. This mid-sized company established an integrated work environment that ensures a reliable process chain, from design through production. Project cycles became more efficient, while continuing to remain lean. There was no need to replace two retired NC programmers. The ongoing trend toward business growth suggests the need to hire more. All the while, the fundamental principles of process reliability and continuous improvement remain uncompromised. “We are able to identify and fix potential issues much earlier in the process,” says Steeb. “We save a lot of money, because we can avoid finding errors late in the process when they are the most costly to fix.”
Shop Floor Connect for Teamcenter is a lean and cost-efficient addition to our PLM environment – perfectly suitable for mid-sized companies.
ANDRITZ Ritz